




┘äž»┘Ŗ┘ā žŻ┘Ŗ žŻž│ž”┘äž®?
ž¦ž©┘é┘ē ž╣┘ä┘ē ž¬┘łž¦žĄ┘ä-
žŻ┘ģ┘å : +86 18355532477
-
Whatsapp : +8618355532477
-
ž©ž▒┘Ŗž» žź┘ä┘āž¬ž▒┘ł┘å┘Ŗ : 247137166@qq.com
-
Skype : 247137166@qq.com
- ž¦ž¬žĄ┘ä



┘äž»┘Ŗ┘ā žŻ┘Ŗ žŻž│ž”┘äž®?
ž¦ž©┘é┘ē ž╣┘ä┘ē ž¬┘łž¦žĄ┘䞯┘ģ┘å : +86 18355532477
Whatsapp : +8618355532477
ž©ž▒┘Ŗž» žź┘ä┘āž¬ž▒┘ł┘å┘Ŗ : 247137166@qq.com
Skype : 247137166@qq.com

hardfacing ž¦┘䞥┘äž© ┘ģž╣ nanosuredured žĘ┘䞦žĪ Stellite-6 ž©┘łž¦ž│žĘž® ž¦┘䞬ž▒ž│ž©ž¦ž¬ ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘䞥┘łž¬┘Ŗž®
Mar 25 , 2021ž¦┘ä┘ģ┘äž«žĄ:
ž¦┘ä┘éž»ž▒ž® ž╣┘ä┘ē ž¬žĄ┘å┘Ŗž╣ ž¦┘äžĘ┘䞦žĪ žŻ┘ģž▒ ž©ž¦┘äž║ ž¦┘䞯┘ć┘ģ┘Ŗž® ┘ä┘ä┘ć┘åž»ž│ž® ž¦┘䞬žĄ┘ģ┘Ŗ┘ģ. ž¬ž¬žĘ┘äž© ž¦┘äž╣ž»┘Ŗž» ┘ģ┘å ž¦┘ä┘ģ┘ā┘ł┘垦ž¬ ž¬žĘž©┘Ŗ┘é žĘž©┘鞦ž¬ žźžČž¦┘ü┘Ŗž® ┘䞬ž╣ž▓┘Ŗž▓ ž¦┘äž«žĄž¦ž”žĄ ┘łž¦┘䞣┘ģž¦┘Ŗž® ž¦┘ä┘ģ┘Ŗ┘āž¦┘å┘Ŗ┘ā┘Ŗž® ┘ģ┘鞦ž©┘ä ┘ģž╣ž¦ž»┘Ŗž® ž¦┘äž©┘Ŗž”ž¦ž¬. ž¬ž▒ž│ž© ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘䞯ž│ž▒ž╣ ┘ģ┘å ž¦┘䞥┘łž¬ (SLD) ┘ć┘Ŗ žĘž▒┘Ŗ┘éž® žĘ┘䞦žĪ ž¼ž»┘Ŗž»ž® ž¬ž╣ž¬┘ģž» ž╣┘ä┘ē ž▒ž┤ ž¦┘äž©ž¦ž▒ž»ž® (CS) ┘ģž©ž¦ž»ž”. ┘ü┘Ŗ ┘ćž░┘ć ž¦┘䞬┘é┘å┘Ŗž®žī ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬┘ā┘ł┘å ž│ž▒ž» ž¦┘䞬ž▒ž│ž©ž¦ž¬ žŻ┘é┘ä ž©┘āž½┘Ŗž▒ ┘ćžż┘䞦žĪ . ┘ģžĘ┘ä┘łž© ┘ä┘䞬ž▒ž¦ž©žĘ ž¦┘ä┘üž╣ž¦┘ä ┘ü┘Ŗ CS ž¦┘䞬žĘž©┘Ŗ┘鞦ž¬. ž¬ž│┘ģžŁ žźžČž¦┘üž® ž¦┘äžĘž¦┘éž® ž¦┘䞣ž▒ž¦ž▒┘Ŗž® ž¦┘ä┘ä┘Ŗž▓ž▒┘Ŗž® ž©ž¬ž║┘Ŗ┘Ŗž▒ ┘ü┘Ŗ ž¦┘äž«ž©ž▒ž® ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž® ž¦┘䞣ž▒ž¦ž▒┘Ŗž® ┘ü┘Ŗ ž¦┘äž¼ž▓┘Ŗž”ž¦ž¬ ž¦┘ä┘ģž¬žŻž½ž▒ž®žī ┘łž©ž¦┘䞬ž¦┘ä┘Ŗ ž¬┘éž»┘ģ ┘üž▒žĄž® žŻ┘āž©ž▒ ┘ä┘䞬ž▒ž¦ž©žĘ ž¦┘ä┘üž╣ž¦┘ä ┘ü┘Ŗ ž¦┘äž│ž▒ž╣ž¦ž¬ ž¦┘äž│┘ü┘ä┘Ŗž® ┘ģ┘鞦ž▒┘åž® ž©ž╣┘ģ┘ä┘Ŗž® CS . ž¦┘äž╣┘ģ┘ä ž¦┘ä┘ģž©┘äž║ ž╣┘å┘ć ┘ü┘Ŗ ┘ćž░┘ć ž¦┘ä┘łž▒┘éž® ┘Ŗ┘łžČžŁ ┘éž»ž▒ž® SLD ž╣┘ģ┘ä┘Ŗž® ž¬ž│┘ä┘Ŗ┘ģ Hardfacing ┘ģ┘łž¦ž» ž¦┘ä┘ć┘åž»ž│ž® ž¦┘䞯ž│žĘžŁ. Stellite-6 ž¬┘ģ žź┘Ŗž»ž¦ž╣┘ć ž╣┘ä┘ē ┘ģ┘åž«┘üžČ ž¦┘ä┘āž▒ž©┘ł┘å žŻ┘垦ž©┘Ŗž© ž¦┘䞥┘äž© ž╣┘ä┘ē ┘ģž¼┘ģ┘łž╣ž® ┘ģ┘å ž¦┘ä┘ģž╣┘ä┘ģž¦ž¬ ž¦┘äž╣┘ģ┘ä┘Ŗž® ┘äžźž½ž©ž¦ž¬ ž¦┘ä┘é┘łž® ž¦┘ä┘ģž│ž¬┘ćž»┘üž® ž¦┘ä┘ģ┘垦ž│ž©ž® ┘łž│ž▒ž╣ž¦ž¬ ž¦ž¼ž¬┘Ŗž¦ž▓ ┘ä┘äžĘ┘䞦žĪ ž¦┘䞬┘ā┘ł┘Ŗ┘å. ž¬┘ģ ┘üžŁžĄ ž«žĄž¦ž”žĄ ž¦┘äžĘ┘䞦žĪ ┘łž¦┘ä┘ģž╣┘ä┘ģž¦ž¬ ┘䞬žŁž»┘Ŗž» ž¦┘äž«žĄž¦ž”žĄ ž¦┘䞯ž│ž¦ž│┘Ŗž® ┘ł┘ć┘Ŗ┘ā┘ä ž¦┘䞣ž©┘łž© ž¦┘䞣ž¼┘ģ. ž©┘ć┘ģ ž¬┘ģž¬ ž»ž▒ž¦ž│ž® ž¦┘䞬ž┤┘ā┘ä ┘łž¦┘䞯ž»ž¦žĪ ┘ģ┘å ž«┘䞦┘ä ž¦┘ä┘ģž¼┘ćž▒ ž¦┘äž©žĄž▒┘Ŗžī ž¦┘ä┘ģž│žŁ ž¦┘ä┘ģž¼┘ćž▒ ž¦┘äžź┘ä┘āž¬ž▒┘ł┘å┘Ŗ (SEM)žī žŁ┘Ŗ┘łž» ž¦┘䞯ž┤ž╣ž® ž¦┘äž│┘Ŗ┘å┘Ŗž®žī ┘é┘Ŗž¦ž│ž¦ž¬ žĄ┘䞦ž©ž® ┘łž¦ž▒ž¬ž»ž¦žĪ ž¦ž«ž¬ž©ž¦ž▒. žŻžĖ┘ćž▒ž¬ ž¦┘ä┘垬ž¦ž”ž¼ žŻ┘å SLD ┘鞦ž»ž▒ ž╣┘ä┘ē žź┘Ŗž»ž¦ž╣ žĘž©┘鞦ž¬ Stellite-6žī ┘ģž╣ ž«žĄž¦ž”žĄ ┘ģž¬┘ü┘ł┘éž® ž╣┘ä┘ē ┘ćžż┘䞦žĪ ┘ģ┘å ž©┘ć┘ģ ž¬žĄ┘å┘Ŗž╣┘枦 ž¬┘é┘ä┘Ŗž»┘Ŗž¦ ž¦┘ä┘åžĖž▒ž¦žĪ.
┘ģ┘éž»┘ģž®:
ž¦┘äžĘ┘äž© ž¦┘䞥┘垦ž╣┘Ŗ ž¦┘䞣ž¦┘ä┘Ŗ ž╣┘ä┘ē ┘ģž╣┘éž»žī ž¼┘łž»ž® ž╣ž¦┘ä┘Ŗž® ž║ž¦┘äž©ž¦ ┘ģž¦ ž¬ž¬žĘ┘äž© ž¦┘ä┘ć┘Ŗž¦┘ā┘ä ž¦┘ä┘ć┘åž»ž│┘Ŗž® ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘ä┘ģ┘łž¦ž» ž¦┘ä┘ģž╣ž▓ž▓ž® ┘䞬žĄ┘å┘Ŗž╣ ┘ā┘ä ┘üž▒ž» ┘ģ┘ā┘ł┘å. ┘ü┘Ŗ ž¦┘äž╣ž»┘Ŗž» ┘ģ┘å ž¦┘䞬žĘž©┘Ŗ┘鞦ž¬žī ┘䞦 ž¬žĘ┘äž© ž«žĄž¦ž”žĄ ┘ģžŁž»ž»ž® ┘ü┘éžĘ ┘ģžŁ┘ä┘Ŗž¦žī ┘łž©ž¦┘䞬ž¦┘ä┘Ŗ ┘ü┘ć┘Ŗ ┘鞦ž©┘äž® ┘ä┘䞬žŁ┘é┘Ŗ┘é ┘ģ┘å ž«┘䞦┘ä ž¬┘ā┘ł┘Ŗ┘å ž¦┘äžĘ┘䞦žĪž¦ž¬.
for . ž¬ž▒ž│ž© ž¦┘äžĘž©┘鞦ž¬ ž¦┘ä┘ģž╣ž»┘å┘Ŗž®žī ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® ┘ł┘é┘łž» ž¦┘䞯┘āž│ž¼┘Ŗ┘å ┘łž¦┘ä┘āž│ž▒ ž¦┘ä┘ä┘Ŗž▓ž▒ (LC) 1žī2 ┘ć┘Ŗ ž¦┘䞬┘é┘å┘Ŗž¦ž¬ ž¦┘䞥┘垦ž╣┘Ŗž® ž¦┘䞬┘Ŗ ┘Ŗž©ž░┘ä┘枦 ž¼┘ć┘łž» ž¦┘äž©žŁž½ ž¦┘䞣ž»┘Ŗž½ž® ž¦┘䞬ž▒┘ā┘Ŗž▓. ┘ā┘ä žĘž▒┘Ŗ┘éž® ž¬ž«ž¬┘ä┘ü ┘ü┘Ŗ ž╣┘ģ┘ä┘枦 ┘ł┘ģž╣ ž░┘ä┘āžī ┘üžź┘å ┘ā┘䞦┘ć┘ģž¦ ┘Ŗž¬žĘ┘äž© ž░┘łž©ž¦┘å žŻ┘ł ž░┘łž©ž¦┘å ž¼ž▓ž”┘Ŗ ┘ä┘ģ┘łž¦ž» FeedStock ┘łž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž╣ž¦┘ä┘Ŗž® ┘åž│ž©┘Ŗž¦ ┘ü┘Ŗ ž¦┘䞬ž▒ž│ž© ž¦┘ä┘ģ┘ł┘éž╣. ž║ž¦┘äž©ž¦ ┘ģž¦ ┘Ŗžżž»┘Ŗ ž░┘łž©ž¦┘å ┘ģ┘łž¦ž» FeedStock žź┘ä┘ē ž¦┘䞯┘āž│ž»ž® ž¦┘ä┘łž¦ž│ž╣ž®žī ž¬ž║┘Ŗ┘Ŗž▒ ┘ü┘Ŗ ž¦┘ä┘ģž¼┘ćž▒┘Ŗž® ┘ł┘ü┘Ŗ ž¬┘ā┘ł┘Ŗ┘å ┘ģž▒ž¦žŁ┘ä ┘ćž┤ž® ž║┘Ŗž▒ ┘ģž▒ž║┘łž© ┘ü┘Ŗ┘枦 ž«┘䞦┘ä žźž╣ž¦ž»ž® ž¦┘䞬žĄ┘äž© Process.3žī4 for ┘ģž½ž¦┘äžī ┘ā┘łž▒┘łž»ž¦ et al.5 ┘łžĄ┘ü┘枦 ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® ┘ł┘é┘łž» ž¦┘䞯┘āž│ž¼┘Ŗ┘å ž╣┘ģ┘ä┘Ŗž® ž©ž¦ž╣ž¬ž©ž¦ž▒┘枦 ž║┘Ŗž▒ ┘ģ┘垦ž│ž©ž® ┘䞬ž┤┘ā┘Ŗ┘ä žĘž©┘鞦ž¬ ž¦┘䞬┘Ŗž¬ž¦┘å┘Ŗ┘ł┘ģ ž¦┘䞣┘ģž¦┘Ŗž® ┘ģ┘å ž¦┘䞬žó┘ā┘ä ž╣┘ä┘ē ž▒┘āž¦ž”ž▓ ž¦┘äž©žŁž▒┘Ŗž® ž¦┘䞥┘äž© ž¦┘ä┘āž©┘Ŗž▒ž® ┘ģ┘å ž¦┘䞯┘āž│ž¼┘Ŗ┘å ž¦┘äž╣ž¦┘ä┘Ŗ ž¦┘ä┘ģžŁž¬┘ł┘ē. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī ┘ģž¬┘ē ž»ž▒ž¼ž¦ž¬ žŁž▒ž¦ž▒ž® ž¦┘äž╣┘ģ┘ä ┘ģž▒ž¬┘üž╣ž® ┘ä┘äž║ž¦┘Ŗž®žī ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘ŖžŁž»ž½ ž¬ž┤┘ł┘Ŗ┘ć ┘łž¬┘āž│┘Ŗž▒ ž¦┘ä┘ģ┘łž¦ž» ž¦┘äž▒┘āž¦ž”┘Ŗž® . ┘ćž░┘ć ž¦┘äž┤ž▒┘łžĘ ž║┘Ŗž▒ ┘ģ┘éž©┘ł┘äž® ┘ģž¬┘ē ž¦┘ä┘ģž▒ž¬ž©žĘž® ž©ž¦┘äžĘ┘äž© ž¦┘䞥┘垦ž╣┘Ŗ ž¦┘䞣ž¦┘ä┘Ŗ ┘äžź┘垬ž¦ž¼ ž╣ž¦┘ä┘Ŗž® ž¦┘äž¼┘łž»ž® ┘ģ┘ā┘ł┘垦ž¬ ┘ü┘Ŗ ┘üž╣ž¦┘äž® ┘ģ┘å žŁ┘Ŗž½ ž¦┘䞬┘ā┘ä┘üž®
žĘž▒┘Ŗ┘éž® ž©ž»┘Ŗ┘äž® ┘ć┘Ŗ ž╣┘ģ┘ä┘Ŗž® ž¬ž▒ž│ž© ž¦┘䞣ž¦┘äž® ž¦┘䞥┘äž©ž® ž¬ž╣ž▒┘ü ž©ž¦ž│┘ģ ž¦┘äž▒ž┤ ž¦┘äž©ž¦ž▒ž» (CS) .6 ┘ü┘Ŗ ┘ćž░┘ć ž¦┘䞬┘ā┘å┘ł┘ä┘łž¼┘Ŗž¦žī ┘ģž¦ž»ž® FeedStock (┘ü┘Ŗ ž©┘łž»ž▒ž® ┘å┘ģ┘łž░ž¼) ┘䞦 ┘Ŗž░ž©žŁžī ┘ł┘ä┘ā┘å ž©ž»┘䞦 ┘ģ┘å ž░┘ä┘ā ┘Ŗž¬┘ģ ž¬ž│ž▒┘Ŗž╣┘ć ┘ü┘Ŗ ž│ž▒ž╣ž® SuperSonic ž©┘łž¦ž│žĘž® ž¦┘ä┘垦┘é┘ä ž║ž¦ž▓. ž¦┘äž¼ž▓┘Ŗž”ž¦ž¬ ž¬┘ł┘äž» ž¬žŻž½┘Ŗž▒ž¦ž¬ ž╣ž¦┘ä┘Ŗž® ž¦┘äžĘž¦┘éž® ž╣┘åž»┘ģž¦ ž¬žĄž¦ž»┘ģ žČž» ┘Ŗž¬┘ģ┘Ŗž▓ ž│žĘžŁ ž¦┘äž▒┘ā┘Ŗž▓ž®žī ┘ā┘ä ┘ģž¦ž»ž® ┘ģž¦ž»┘Ŗž® ┘łžŁž¼┘ģ ž¼ž│┘Ŗ┘ģ ž©žŁž» žŻž»┘å┘ē ž│ž▒ž╣ž® ┘䞬žŁ┘é┘Ŗ┘é ž¦┘䞬ž▒ž│ž©ž¦ž¬ .9 ┘äž░┘ä┘āžī ┘üžź┘å ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘ä┘ć┘Ŗ┘ä┘Ŗ┘ł┘ģ ž©ž│ž╣ž▒ ž¬ž»┘ü┘é ┘ģž▒ž¬┘üž╣ ┘ģž╣ ž¬ž│ž«┘Ŗ┘å ž¦┘äž║ž¦ž▓ žČž▒┘łž▒┘Ŗ ┘䞬ž┤┘ā┘Ŗ┘ä ž╣ž¦┘ä┘Ŗž® ž¦┘äž¼┘łž»ž® ž¦┘äžĘ┘䞦žĪž¦ž¬ ┘ģžĄ┘å┘łž╣ž® ┘ģ┘å ┘é┘ł┘Ŗžī ┘ģ┘鞦┘ł┘ģž® ┘ä┘䞦┘枬ž▒ž¦žĪ ┘ģ┘łž¦ž» ┘ģž½┘ä WC-Co.9žī10žī11žī12 ┘ł┘ģž╣ ž░┘ä┘āžī ┘üžź┘å ž¦ž▒ž¬┘üž¦ž╣ ž¬┘ā┘ä┘üž® ž¦┘ä┘ć┘Ŗ┘ä┘Ŗ┘ł┘ģ ┘Ŗž¼ž╣┘ä ž¦┘äž╣┘ģ┘ä┘Ŗž® ž©ž¦┘ćžĖž® ž¦┘äž½┘ģ┘å.
┘ćž░ž¦ ž¬┘éž»┘ģ ž¦┘ä┘łž▒┘é ┘垬ž¦ž”ž¼ ž¬ž¼ž▒┘Ŗž©┘Ŗž® ž¬ž¬ž╣┘ä┘é ž©ž¬ž▒ž│ž© A C-CO-CR hardfacing ž│ž©┘Ŗ┘āž® (ž¦┘䞦ž│┘ģ ž¦┘䞬ž¼ž¦ž▒┘Ŗ ┘ć┘ł Stellite-6) ž▒┘āž¦ž”ž▓ ž¦┘䞥┘äž© ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž╣┘ģ┘ä┘Ŗž® ┘ģž©ž¬┘āž▒ž® ┘é┘Ŗž» ž¦┘䞬žĘ┘ł┘Ŗž▒ ┘ü┘Ŗ ž¼ž¦┘ģž╣ž® ┘āž¦┘ģž©ž▒┘Ŗž»ž¼ ┘łž¦┘ä┘ģž╣ž▒┘ł┘üž® ž©ž¦ž│┘ģ ž¬ž▒ž│ž© ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘䞯ž│ž▒ž╣ ┘ģ┘å ž¦┘䞥┘łž¬ (SLD). ž¦┘äž║ž¦┘äž©┘Ŗž® ž¦┘äž╣žĖ┘ģ┘ē ┘ģ┘å Stellite-6 ┘Ŗž¬┘ģ ž¬žĄ┘å┘Ŗž╣ ž¦┘ä┘łž»ž¦ž”ž╣ žŁž¦┘ä┘Ŗž¦ ž╣ž©ž▒ LC . žŻ┘ł ┘䞣ž¦┘ģ ž¦┘ä┘é┘łž│ 13žī14 ┘ł┘ģž╣ ž░┘ä┘āžī ž╣┘Ŗ┘łž© ┘ģž½┘ä žĄ┘äž©┘Ŗž® ž¦┘äž©┘å┘Ŗž® ž¦┘ä┘ģž¼┘ćž▒┘Ŗž® ž©ž│ž©ž© ž¬ž▒ž│ž© ž¦┘ä┘ģ┘łž¦ž» ž¦┘ä┘ģ┘åžĄ┘ćž▒ž® ┘ć┘Ŗ ┘䞦 ┘ģ┘üž▒ ┘ģ┘å┘ć. The SLD ž¬ž¬┘ģž¬ž╣ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž©žź┘ģ┘āž¦┘å┘Ŗž® ž¦┘䞬ž║┘äž© ž╣┘ä┘ē ž╣┘Ŗ┘łž© ž¦┘䞬┘é┘å┘Ŗž¦ž¬ ž¦┘䞣ž¦┘ä┘Ŗž® ┘łž¬┘ģ ž¬žĘž©┘Ŗ┘é┘枦 ž©ž¦┘ä┘üž╣┘ä ž╣┘ä┘ē ž¬ž▒ž│ž© ž¦┘䞬┘Ŗž¬ž¦┘å┘Ŗ┘ł┘ģ ž¦┘䞥┘äž© ž▒┘āž¦ž”ž▓. ┘ü┘Ŗ ┘ćž░┘ć ž¦┘䞬┘é┘å┘Ŗž®žī ž╣┘Ŗž© ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å ┘āž║ž¦ž▓ ž¦┘ä┘垦┘é┘ä (┘ģž╣ ž¼ž│┘Ŗ┘ģž¦ž¬ ┘ģ┘åž«┘üžČž® ž│ž▒ž╣ž®) ┘Ŗž¬┘ģ ž¬ž╣┘ł┘ŖžČ ž¬┘å┘ü┘Ŗž░ ┘ģžĄž»ž▒ ┘ä┘Ŗž▓ž▒ ┘äžź┘ä┘鞦žĪ ž¦┘äžČ┘łžĪ ž╣┘ä┘ē ž¦┘äžĘ┘䞦žĪ ž¦┘ä┘ģ┘ł┘éž╣. ┘Ŗž¬┘ģ ž╣ž▒žČ ┘ģž╣┘ä┘ģž¦ž¬ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘䞯┘ģž½┘ä ž¼┘åž©ž¦ žź┘ä┘ē ž¼┘åž© ┘ģž╣ ž¬žŁ┘ä┘Ŗ┘ä ž¦┘äžĘ┘䞦žĪ ┘łž¦┘ä┘垬ž¦ž”ž¼ ž¦┘䞯┘ł┘ä┘Ŗž® ž╣┘ä┘ē žŻž»ž¦žĪ ž¦ž▒ž¬ž»ž¦žĪ ž¦┘äž▒┘łž¦ž│ž© .
The SLD ž╣┘ģ┘ä┘Ŗž®
The SLD ž¬žĘ┘łž▒ž¬ ž¦┘䞬┘ā┘å┘ł┘ä┘łž¼┘Ŗž¦ ┘ģ┘å ž»ž▒ž¦ž│ž® žŻ┘ł┘ä┘Ŗž® ┘垦ž¼žŁž® ž©┘łž¦ž│žĘž® Bray ET al.16žī17 ž╣┘ä┘ē ž¬žŻž½┘Ŗž▒ ž¦┘䞬ž▒┘ā┘Ŗž▓ ž¬┘ä┘Ŗ┘Ŗ┘å ž╣┘ä┘ē ž¬┘ā┘ł┘Ŗ┘å ž¦┘äžĘ┘䞦žĪ ┘ģ┘å ž«┘䞦┘ä ž¬žĘž©┘Ŗ┘é A 1-KW ┘ģžĄž»ž▒ ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ü┘Ŗ ž¦┘䞬ž▒ž│ž© ž¦┘ä┘ģ┘ł┘éž╣.
The SLD ž¦┘äž╣┘ģ┘ä┘Ŗž® ┘ģž┤ž¦ž©┘ćž® ┘ü┘Ŗ žó┘ä┘Ŗž¦ž¬┘枦 žź┘ä┘ē CSžø ┘Ŗž¬┘ģ ž╣ž▒žČ ž«žĘžĘ┘ć ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 1. ┘ģž│žŁ┘ł┘é ┘ģž╣ž»┘å┘Ŗžī ž¬ž│┘ä┘Ŗ┘ģ┘枦 ┘ģ┘å ┘łžŁž»ž® ž¬ž║ž░┘Ŗž® ž╣ž¦┘ä┘Ŗž® ž¦┘äžČž║žĘ (Praxair 1264HPžø Praxair Inc.žī Danburyžī CTžī USA)žī ž¬ž│ž¦ž▒ž╣ žź┘ä┘ē ž│ž▒ž╣ž® ž¦┘䞥┘łž¬ ┘ģ┘å ž«┘䞦┘ä ž║ž¦ž▓ ž¦┘ä┘垦┘é┘ä (ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å) ž»ž¦ž«┘ä ┘ģž¬ž©ž¦┘Ŗ┘åž® SuperSonic ┘ü┘ł┘ćž®. ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬┘ā┘ł┘å ┘ć┘åž»ž│ž® ┘ü┘ł┘ćž® ┘ģž«ž¬┘ä┘üž® ž¬┘å┘ü┘Ŗž░┘枦žø ž¬┘ģ ž¬žŁž│┘Ŗ┘å ž¦┘䞬žĄ┘ģ┘Ŗ┘ģ ┘䞬ž│ž▒┘Ŗž╣ ┘ģž¦ž»ž® ┘ģž│žŁ┘ł┘é ┘ģžŁž»ž»ž® ┘ł ž¦┘䞣ž¼┘ģ. ž¦┘䞣ž» ž¦┘䞯┘鞥┘ē ┘ä┘äžČž║žĘ ┘ģž»ž«┘ä ┘ü┘ł┘ćž® ž¦┘ä┘ģž│┘ģ┘łžŁ ž©┘ć ┘ć┘ł 30 ž©ž¦ž▒ ┘ü┘Ŗ ž¦┘ä┘åžĖž¦┘ģ ž¦┘䞣ž¦┘ä┘Ŗžī ┘ģ┘ģž¦ ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž│ž▒ž╣ž® ž¬žŻž½┘Ŗž▒ ž¦┘äž¼ž│┘Ŗ┘ģž¦ž¬ ž»ž¦ž«┘ä 400-900 ┘ģ S-1 ž¦┘ä┘åžĘž¦┘é ž¦ž╣ž¬┘ģž¦ž»ž¦ ž╣┘ä┘ē ž¦┘䞣ž¼┘ģ ┘ł┘å┘łž╣ ž¦┘ä┘ģ┘łž¦ž». ┘Ŗ┘ģ┘ā┘å ž▓┘Ŗž¦ž»ž® ┘ģž│ž¬┘ł┘Ŗž¦ž¬ ž¦┘äž╣ž¬ž©ž® ┘ģž╣ ž│ž«ž¦┘å ž║ž¦ž▓ (CGT ž¦┘䞣ž▒┘ā┘Ŗž® 3000) ┘äž▒┘üž╣ ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘äž║ž¦ž▓ (500 ┬░ C žŁž» žŻ┘鞥┘ē) ┘ü┘Ŗ ┘ģž»ž«┘ä ┘ü┘ł┘ćž®žī ┘łž©ž¦┘䞬ž¦┘ä┘Ŗ ┘äž▓┘Ŗž¦ž»ž® ž¦┘äž«ž▒┘łž¼ ┘ģ┘å ž¦┘äž«ž▒┘łž¼ ž¦┘äž│ž▒ž╣ž®. ┘Ŗž¬┘ģ ž¦┘äžźž©┘䞦ž║ ž╣┘å žŻ┘ģž½┘äž® ž¦┘ä┘é┘Ŗž¦ž│ž¦ž¬ ž¦┘䞬ž¼ž▒┘Ŗž©┘Ŗž® ┘äž│ž▒ž╣ž¦ž¬ ž¦┘äž¼ž│┘Ŗ┘ģž¦ž¬ ž¦┘ä┘鞦ž©┘äž® ┘ä┘䞬žŁ┘é┘Ŗ┘é ┘ģž╣ ┘åžĖž¦┘ģ ž▒ž┤ ┘ģ┘ģž¦ž½┘ä ┘ü┘Ŗ ž¦┘䞯ž»ž© .16 ┘ćž░ž¦ ž¬ž┤ž¬┘ģ┘ä ž¦┘äž»ž▒ž¦ž│ž® ž╣┘ä┘ē ┘ģ┘鞦ž▒┘åž® ž©┘Ŗ┘å ž¦┘ä┘垬ž¦ž”ž¼ ž¦┘äž╣ž»ž»┘Ŗž® ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž¬žŁ┘ä┘Ŗ┘ä ž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗ ┘ģžŁž¦ž│ž©┘Ŗ ┘Ŗ┘łžČžŁ ž¦ž¬┘üž¦┘é ┘łž½┘Ŗ┘é ž©┘Ŗ┘å ž¦┘䞬┘é┘å┘Ŗž¬┘Ŗ┘å
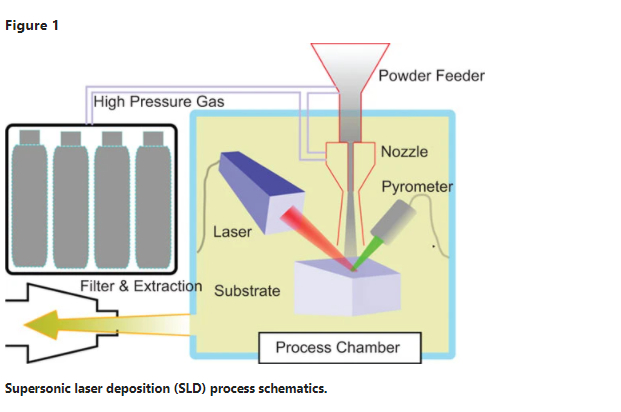
┘ā┘ģž¦ ┘ć┘ł ┘ģž©┘Ŗ┘å ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 1žī ž¬žČ┘ŖžĪ ┘ģ┘åžĘ┘éž® ž¦┘䞬ž▒ž│ž© ž©┘łž¦ž│žĘž® ž┤ž╣ž¦ž╣ ┘ä┘Ŗž▓ž▒ (4-┘ā┘Ŗ┘ä┘ł ┘łž¦žĘ žŻ┘鞥┘ē žĘž¦┘éž®žī ┘ä┘Ŗž▓ž▒ ž¦┘䞯┘ä┘Ŗž¦┘üžī IPG) ┘䞬┘ä┘Ŗ┘Ŗ┘å (┘䞦 ž¬ž░┘łž©) ┘ģž¦ž»ž® ž¦┘äž▒┘ā┘Ŗž▓ž® ┘łž¦┘䞣ž» ┘ģ┘å žČž║┘łžĘ ž¦┘äž╣ž¦ž”ž»žī ┘łž©ž¦┘䞬ž¦┘ä┘Ŗ ž¬┘ģ┘ā┘Ŗ┘å ž¦┘äžĘ┘䞦žĪ ┘䞬ž┤┘ā┘Ŗ┘ä ž»┘ł┘å ž¦┘䞣ž¦ž¼ž® ┘䞬ž│ž▒┘Ŗž╣ ž¦┘ä┘ģž│ž¦žŁ┘Ŗ┘é ž¬žĄ┘ä žź┘ä┘ē CS ┘ł┘ć┘āž░ž¦žī ž¬ž▒ž│ž© ž╣ž¦┘ä┘Ŗž® ž¦┘ä┘é┘łž® ž¦┘ä┘ģ┘łž¦ž» ┘ģ┘ģ┘ā┘åž® ž©žĘž▒┘Ŗ┘éž® ┘üž╣ž¦┘äž® ┘ģ┘å žŁ┘Ŗž½ ž¦┘䞬┘ā┘ä┘üž® ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å ┘ģž½┘ä ž¦┘ä┘垦┘é┘ä ž║ž¦ž▓. ┘Ŗž¬┘ģ ž¬┘ł┘ü┘Ŗž▒ ž║ž¦ž▓ ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å ž©┘łž¦ž│žĘž® ž¦ž│žĘ┘łž¦┘åž® ┘ģž¬ž╣ž»ž»ž® ž¦┘ä┘ģ┘åžĄž¦ž¬. ž©ž╣ž» ž¦┘ä┘ģž╣ž¦┘äž¼ž®žī ž¬ž¬┘ģ žźž▓ž¦┘䞬┘ć ┘ģ┘å ž║ž▒┘üž® ž¦┘äž╣┘ģ┘ä ┘ģ┘å ž«┘䞦┘ä ž¦ž│ž¬ž«ž▒ž¦ž¼ ┘åžĖž¦┘ģ.
┘Ŗ┘łžČžŁ ž¦┘äž┤┘ā┘ä 2 ┘ģ┘åžĘ┘éž® ž╣┘ģ┘ä ž¦┘äž╣┘ģ┘ä┘Ŗž® ┘łž¦┘䞬ž▒ž¬┘Ŗž© ž¦┘ä┘ģ┘āž¦┘å┘Ŗ ┘ä┘ä┘ģ┘ā┘ł┘垦ž¬ ž¦┘äž▒ž”┘Ŗž│┘Ŗž®: ž▒ž”┘Ŗž│ ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘ü┘ł┘ćž® ž¦┘䞯ž│ž▒ž╣ ┘ģ┘å ž¦┘䞥┘łž¬žī ž¦┘äž©┘Ŗž▒┘ł┘ģž¬ž▒ ž¦┘䞯ž┤ž╣ž® ž¬žŁž¬ ž¦┘䞣┘ģž▒ž¦žĪ (┘ä┘ł┘å┘Ŗ┘å) ┘ł ž¦┘ä┘ģž║ž▓┘ä. ┘Ŗ┘ģ┘ā┘å ž¦ž│ž¬ž«ž»ž¦┘ģ Byrometer ž©ž¦┘䞯ž┤ž╣ž® ž¬žŁž¬ ž¦┘䞣┘ģž▒ž¦žĪ ┘ä┘ģž▒ž¦┘éž©ž® ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž® ┘ü┘Ŗ ┘ģ┘āž¦┘å ž╣┘ä┘ē ž¦┘äžĘ┘䞦žĪ ┘łž¦┘䞣┘üž¦žĖ ž╣┘ä┘Ŗ┘ć ┘ü┘Ŗ ┘é┘Ŗ┘ģž® ┘ģž¼┘ģ┘łž╣ž® ┘ģ┘å ž«┘䞦┘ä PID žŁ┘ä┘éž® ┘ģž║┘ä┘éž® ž¦┘äž│┘ŖžĘž▒ž® ┘ģž╣ ž¦┘ä┘ä┘Ŗž▓ž▒. ┘Ŗž¬┘ģ ž¬┘å┘ü┘Ŗž░ ž¦┘ä┘ģž║ž▓┘ä ┘ü┘Ŗ ž¦┘ä┘åžĖž¦┘ģ ┘ä┘äž│┘ģž¦žŁ ž©žĘ┘䞦žĪ žŻ┘垦ž©┘Ŗž©.
SLD . ┘ģ┘å Stellite-6
Stellite-6 ž¦┘äž«žĄž¦ž”žĄ ┘łž¦┘䞬žĘž©┘Ŗ┘鞦ž¬
Stellite-6 ┘ć┘ł ┘ā┘łž©ž¦┘䞬 ž│ž©ž¦ž”┘ā ž¬ž¬┘ā┘ł┘å ┘ģ┘å ┘āž¦ž▒ž©┘Ŗž» ┘ģž╣┘éž»ž® ┘ü┘Ŗ ┘ģžĄ┘ü┘ł┘üž®. ┘ŖžĖ┘ćž▒ ž¬┘ā┘ł┘Ŗ┘å┘ć ž¦┘ä┘ā┘Ŗ┘ģ┘Ŗž¦ž”┘Ŗ ┘ü┘Ŗ ž¦┘äž¼ž»┘ł┘ä 1. ┘ģ┘鞦┘ł┘ģ ┘ä┘䞦ž▒ž¬ž»ž¦žĪ ┘łž¦┘äž▒žČ┘Ŗž╣ ┘łž¦┘䞬žó┘ā┘ä ┘łž¦┘䞦žŁž¬┘üž¦žĖ ž©┘枦 ┘ćž░┘ć ž¦┘äž╣┘鞦ž▒ž¦ž¬ ┘ü┘Ŗ ž»ž▒ž¼ž¦ž¬ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒ž¬┘üž╣ž® ž©ž│ž©ž© ž¦┘äž«žĄž¦ž”žĄ ž¦┘ä┘ģž¬žŻžĄ┘äž® ┘ü┘Ŗ ┘ģž▒žŁ┘äž® ┘āž▒ž©┘Ŗž» ž¦┘䞥┘äž© ž¦┘ä┘ģ┘垬ž┤ž▒ž® ┘ü┘Ŗ CO-CR ž│ž©┘Ŗ┘āž® ┘ģžĄ┘ü┘ł┘üž®. ž¦┘ä┘ģž▓┘Ŗž» ┘ģ┘å ž¦┘䞯┘ü┘āž¦ž▒ ┘ü┘Ŗ ž│┘ä┘ł┘ā ž¦ž▒ž¬ž»ž¦žĪ Stellite-6 ž¬┘ģ ž¬┘ł┘ü┘Ŗž▒┘枦 ┘ģžżž«ž▒ž¦ ž©┘łž¦ž│žĘž® ž¦┘äž«ž┤ž© ž¦┘äž│ž¦ž╣ž® . ┘Ŗž╣ž¬ž©ž▒ ž¦┘ä┘ģž╣┘Ŗž¦ž▒ ž¦┘䞥┘垦ž╣┘Ŗ ┘ä┘ģ┘鞦┘ł┘ģž® ž¦┘䞬žó┘ā┘ä ┘ä┘䞯ž║ž▒ž¦žČ ž¦┘äž╣ž¦┘ģž® žČž» ž¦┘äž╣ž»┘Ŗž» ┘ģ┘å žŻž┤┘āž¦┘ä ž¦┘䞬ž»┘ć┘łž▒ ž¦┘ä┘ģ┘Ŗ┘āž¦┘å┘Ŗ┘ā┘Ŗž® ┘łž¦┘ä┘ā┘Ŗ┘ģ┘Ŗž¦ž”┘Ŗž® ž╣┘ä┘ē ┘åžĘž¦┘é ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ┘łž¦ž│ž╣ž® (ž¦┘䞦žŁž¬┘üž¦žĖ ž©┘枦 ┘ģž│ž¬┘ł┘ē ┘ģž╣┘é┘ł┘ä ┘ģ┘å žĄ┘䞦ž©ž® ž╣ž¦┘ä┘Ŗž® ž»ž▒ž¼ž¦ž¬ žŁž▒ž¦ž▒ž®) ┘ł┘äž»┘Ŗ┘ć ┘ģ┘鞦┘ł┘ģž® ž¼┘Ŗž»ž® ┘ä┘䞬žŻž½┘Ŗž▒ ┘ł ž¦┘䞬ž¼┘ł┘Ŗ┘ü ž¬žó┘ā┘ä. Stellite-6 ┘ģ┘垦ž│ž© ┘ä┘ģž¼┘ģ┘łž╣ž® ┘ģž¬┘å┘łž╣ž® ┘ģ┘å Hardfacing ž¦┘äž╣┘ģ┘ä┘Ŗž¦ž¬ ┘ł┘Ŗ┘ģ┘ā┘å ž¬ž┤┘ā┘Ŗ┘ä┘枦 ┘ģž╣ ┘āž▒ž©┘Ŗž» ž¦┘䞯ž»┘łž¦ž¬. ž¦┘䞦ž│ž¬ž«ž»ž¦┘ģž¦ž¬ ž¬ž┤┘ģ┘ä ┘ģ┘鞦ž╣ž» ž¦┘䞥┘ģž¦┘ģž¦ž¬ ┘łž¦┘äž©┘łž¦ž©ž¦ž¬žī ┘ģ┘枦┘ł┘Ŗ ┘ģžČž«ž® ┘ł┘ģžŁž¦┘ģ┘äžī ž»ž▒┘łž╣ ž¦┘䞬žó┘ā┘äžī ž¦┘䞯ž▓┘łž¦ž¼ ž¦┘ä┘ģž¬ž»ž¦┘ł┘ä ┘łžźžĄ┘䞦žŁ ž¬┘łž▒ž©┘Ŗ┘垦ž¬ ž¦┘äž©ž«ž¦ž▒ ž¦┘ä┘ģž¬žó┘ā┘äž® ž┤┘üž▒ž¦ž¬.
ž¬žĄ┘å┘Ŗž╣ ž¦┘äžĘ┘䞦žĪ ┘ł ž¦┘äž«žĄž¦ž”žĄ:
The SLD ž¬┘ģ ž¦ž│ž¬ž«ž»ž¦┘ģ ž╣┘ģ┘ä┘Ŗž® ┘äžź┘垬ž¦ž¼ Stellite-6 žĘ┘䞦žĪž¦ž¬ ž╣┘ä┘ē ┘ģ┘åž«┘üžČ ž¦┘ä┘āž▒ž©┘ł┘å ž▒┘āž¦ž”ž▓ ž¦┘䞥┘äž© (43C) ┘ü┘Ŗ ž┤┘ā┘ä žŻ┘垦ž©┘Ŗž©. ┘é┘Ŗž¦ž│ ž¦┘䞯┘垦ž©┘Ŗž© 50 ┘ģ┘ä┘ģ ž©ž¦┘ä┘éžĘž▒ ž¦┘äž«ž¦ž▒ž¼┘Ŗ ┘ģž╣ ž│┘ģ┘ā ž¦┘äž¼ž»ž¦ž▒ 3 ┘ģ┘ģ. ┘āž▒┘ł┘Ŗž® ž¬ž¼ž¦ž▒┘Ŗž® Stellite-6 ┘ģž│žŁ┘ł┘é 18 -45 ┘ģ┘Ŗ┘āž▒┘ł┘å ┘ü┘Ŗ ž¦┘䞣ž¼┘ģžī ┘āž¦┘å ž¦┘ä┘ģž│ž¬ž«ž»┘ģž®. ž¬┘ģ ž¬┘å┘ü┘Ŗž░ ž╣┘ģ┘ä┘Ŗž® ž¦┘äž▒ž┤ ┘ģž╣ ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å ┘ü┘Ŗ žČž║žĘ ┘ģž»ž«┘ä ┘ģ┘å 30 ž©ž¦ž▒žī ┘łž│ž¦ž«┘åž® žź┘ä┘ē 500 ┬░ C ┘äž▓┘Ŗž¦ž»ž® ž│ž▒ž╣ž® ┘å┘üž¦ž½ž® ž¦┘äž║ž¦ž▓ ┘ü┘Ŗ ┘ü┘ł┘ćž® ž¦┘äž«ž▒┘łž¼. ┘ł┘āž¦┘å ž¦┘ä┘ü┘ł┘ćž® ž¦┘䞯ž│ž▒ž╣ ┘ģ┘å ž¦┘䞥┘łž¬ ž¦┘ä┘ģž│ž¬ž«ž»┘ģž® ┘ü┘Ŗ ž¦┘䞬ž¼ž¦ž▒ž© ┘éžĘž▒ ž¬┘é┘Ŗ┘Ŗž» ┘ģ┘éžĘž╣┘Ŗ ┘ģ┘å 2.7 ┘ģ┘ģžī žĘ┘ł┘ä ž╣ž¦┘ģ 200 ┘ģ┘ä┘ģžī ┘łž¬┘ģ ž¬žĄ┘å┘Ŗž╣┘枦 ┘ü┘Ŗ WC ┘䞬┘é┘ä┘Ŗ┘ä ž¬žŻž½┘Ŗž▒ ž¬žó┘ā┘ä ž¦┘ä┘ģž│žŁ┘ł┘é ž╣┘ä┘ē ┘ģ┘ä┘ü ž¦┘䞬ž╣ž▒┘Ŗ┘ü ž¦┘äž»ž¦ž«┘ä┘Ŗ ž¦┘ä┘å┘ģ┘łž░ž¼ ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗ ž¦┘äž│┘łž¦ž”┘ä ž¦┘䞣ž¦ž│┘łž©┘Ŗž® ┘ä┘ä┘ü┘ł┘ćž® ž¦┘䞥┘łž¬┘Ŗž® ž¦┘ä┘ģžĘ┘łž▒ž® ┘ģž╣ Ansys - ž©žĘ┘䞦┘éž® 12.1 ┘āž┤┘üž¬ ž│ž▒ž╣ž® ž║ž¦ž▓ ž¦┘ä┘垦┘é┘ä ž¦┘ä┘鞥┘ł┘ē ┘ģ┘å žŁ┘łž¦┘ä┘Ŗ 1000 ┘ģ S-1 ž¦┘ä┘ģ┘鞦ž©┘äž® ┘ä┘äž«ž▒┘łž¼ ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ. ž¬ž│ž▒┘Ŗž╣ Stellite-6 ž¬┘ģ ┘ģžŁž¦┘āž¦ž® ž¦┘äž¼ž▓┘Ŗž”ž¦ž¬ ž»ž¦ž«┘ä ž¦┘äž║ž¦ž▓ ž¦┘ä┘垦┘é┘ä ┘ģ┘å ž«┘䞦┘ä ž«┘łž¦ž▒ž▓┘ģ┘Ŗž® ┘å┘ģ┘łž░ž¼ ž¦┘ä┘ģž▒žŁ┘äž® ž¦┘ä┘ģ┘å┘üžĄ┘äž® (ž¦ž¬ž¼ž¦┘ć ┘łž¦žŁž» ž¦┘鞬ž▒ž¦┘å)žī ┘ł ž¦┘äž│žŁž© Law.20 žŻž│┘üž▒ž¬ ž¦┘ä┘垬ž¦ž”ž¼ ž¦┘䞣ž¦ž│┘łž©┘Ŗž® ž╣┘ä┘ē ž│ž▒ž╣ž® žŻ┘鞥┘ē ┘éž»ž▒┘枦 ž¬┘éž▒┘Ŗž©ž¦ 640 ┘ģ S-1 ┘ä 30-╬╝m ┘éžĘž▒ ž¦┘äž¼ž│┘Ŗ┘ģž¦ž¬žī ž¦┘䞬┘Ŗ ž¬ž¬┘łž¦┘ü┘é ┘ģž╣ ┘ģž¬┘łž│žĘ ŌĆŗŌĆŗž¦┘䞣ž¼┘ģ ┘ü┘Ŗ ž¦┘䞬ž¼ž¦ž▒┘Ŗ FeedStock. ┘ćž░ž¦ žŻ┘é┘ä ž©┘āž½┘Ŗž▒ ┘ģ┘å ž¦┘䞣ž» ž¦┘䞯ž»┘å┘ē ┘äž│ž▒ž╣ž® ž¦┘䞬ž▒ž│ž©ž¦ž¬ ž¦┘ä┘åžĖž▒┘Ŗ ┘ä┘ćž░ž¦ ž¦┘ä┘å┘łž╣ ┘ģ┘å ž¦┘ä┘ģ┘łž¦ž» (775 ┘ģ S-1) ž¬žŁž│ž© ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘䞥┘Ŗž║ž® ž¦┘ä┘ģ┘åž┤┘łž▒ž® ž©┘łž¦ž│žĘž® Assadi et al.8 žŻ┘āž»ž¬ ž¦┘䞬ž¼ž¦ž▒ž© žŻ┘å ž¦┘äžĘ┘䞦žĪ ┘Ŗ┘ģ┘ā┘å ┘䞦 ž¬ž┤┘ā┘ä ž¬žŁž¬ ┘ćž░┘ć ┘ģž╣ž¦┘äž¼ž® žĖž▒┘ł┘ü ┘ģž╣ ž¦┘ä┘å┘Ŗž¬ž▒┘łž¼┘Ŗ┘å ┘āž║ž¦ž▓ ž¦┘ä┘垦┘é┘ä ┘ü┘Ŗ ž║┘Ŗž▒ ž▒ž│┘ģ┘Ŗ CS.
ž¬┘ģ ž¦┘䞬žŁ┘é┘Ŗ┘é ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® ž¦┘äžĘ┘䞦žĪ ┘ģž╣ ┘ģž¼┘ģ┘łž╣ž® ┘ģž«ž¬ž¦ž▒ž® ┘ģ┘å ┘ģž╣┘ä┘ģž¦ž¬ ž¦┘䞬ž┤ž║┘Ŗ┘ä ┘䞬žŁž»┘Ŗž» ž¦┘äžźž╣ž»ž¦ž»ž¦ž¬ ž¦┘ä┘ģž½┘ä┘ē . ž¬┘ģ ž¬ž║┘Ŗ┘Ŗž▒ žĘž¦┘éž® ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ģž╣ ┘ā┘ä ž¬ž¼ž▒ž©ž® ž»ž¦ž«┘ä ┘åžĘž¦┘é 1.2-3 KW ┘łž¦ž«ž¬ž©ž¦ž▒┘枦 ž©ž│ž▒ž╣ž¦ž¬ ž╣ž▒žČ┘Ŗž® ┘ģ┘åž«┘üžČž® ž¦┘äž▒┘ā┘Ŗž▓ž®žī ž╣┘ä┘ē ž│ž©┘Ŗ┘ä ž¦┘ä┘ģž½ž¦┘äžī ž¦┘äž│ž▒ž╣ž® ž¦┘äž«žĘ┘Ŗž® ┘ü┘Ŗ ž¦┘ä┘ģžŁ┘ŖžĘ ž¦┘äž«ž¦ž▒ž¼┘Ŗ ┘ä┘䞯┘åž©┘łž©. ┘āž¦┘å ž¬žŻž½┘Ŗž▒ ┘ģž╣ž»┘ä ž¬ž║ž░┘Ŗž® ┘ģž│žŁ┘ł┘é ž¦┘äž╣┘ģ┘ä┘Ŗž® ž╣┘ä┘ē ž«žĄž¦ž”žĄ ž¦┘䞬ž▒ž│ž© žŻ┘ŖžČž¦ ž¬┘ģ ž¦┘䞬žŁ┘é┘Ŗ┘é ┘ü┘Ŗ┘枦.
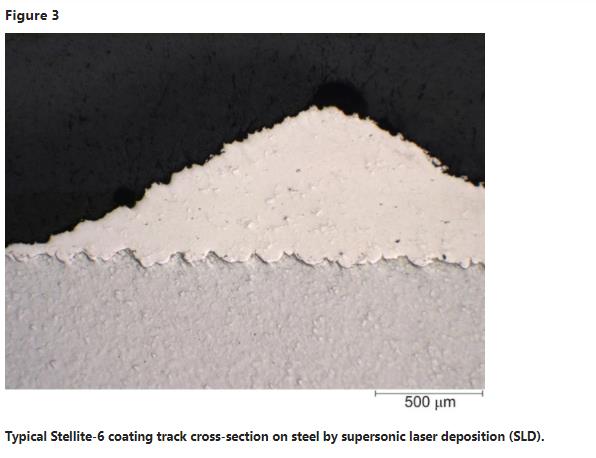
ž¦┘äž┤┘ā┘ä 3žī ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ┘ģž╣ ž¦┘ä┘ģž¼┘ćž▒ ž¦┘äž©žĄž▒┘Ŗžī ┘Ŗž╣ž▒žČ ┘ģ┘éžĘž╣ž¦ ž╣ž▒žČ┘Ŗž¦ ┘ģ┘å ┘å┘ģ┘łž░ž¼┘Ŗ Stellite-6 ┘ģž│ž¦ž▒ ┘łž¦žŁž» žź┘垬ž¦ž¼ ž╣ž©ž▒ SLD. ┘āž¦┘å ž¦┘äžĘ┘䞦žĪ ž╣ž©ž▒ ž¦┘䞬ž│┘ä┘ŖžŁ ┘łž¦┘䞯ž▒žČ ž┤┘éž® ┘ģž╣ žŁžĄ┘ē SIC ┘łž▒┘éž®. ž¬┘ģ ž¬žŁ┘é┘Ŗ┘é ž¦┘äž»┘ł┘äž® ž¦┘ä┘ģžĄ┘é┘ł┘äž® ž¦┘ä┘å┘枦ž”┘Ŗž® ┘ģž╣ ž¦┘䞬žĘž©┘Ŗ┘é ž¦┘ä┘ģž¬ž│┘äž│┘ä A 9-╬╝m ž¬ž╣┘ä┘Ŗ┘é ž¦┘ä┘ģž¦ž│žī A 3-╬╝m ┘ģž╣┘ä┘é ž¦┘ä┘ģž¦ž│ ┘ł A 0.04-╬╝m ž¦┘äž│┘Ŗ┘ä┘Ŗ┘āž¦ ž¦┘äž║ž▒┘ł┘Ŗž® ž¬ž╣┘ä┘Ŗ┘é. ┘Ŗž┤┘Ŗž▒ ž¦┘äž▒┘é┘ģ žź┘ä┘ē žŻ┘å ž¦┘ä┘łž»┘Ŗž╣ž® ž¬ž¬┘ģ┘Ŗž▓ ž©┘ģž│ž¦┘ģ┘Ŗž® ┘ģ┘åž«┘üžČž® ┘åž│ž©┘Ŗž¦ ┘ł┘é┘ä┘Ŗ┘ä ž¬ž¬žŻž½ž▒ ž©ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģ┘åžĘ┘éž® ž╣┘ä┘ē ž¦┘äž▒┘ā┘Ŗž▓ž®. ž¬žó┘ā┘ä žŻ┘ł ž¬┘āž│┘Ŗž▒ ž¦┘äž▒┘ā┘Ŗž▓ž® ž¦┘䞥┘äž© ┘łž¦┘äžĘ┘䞦žĪ ┘ä┘ģ ┘ŖžŁž»ž½ ž¬žŁž»ž½.
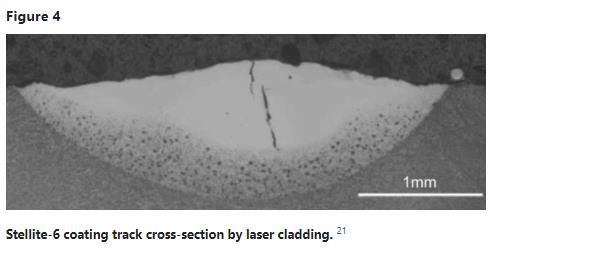
┘ü┘Ŗ ž¦┘ä┘ģ┘鞦ž©┘äžī ┘Ŗ┘łžČžŁ ž¦┘äž┤┘ā┘ä 4 ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ┘ģ┘å A Stellite-6 žĘ┘䞦žĪ ž¦┘ä┘垦ž¬ž¼ ž╣┘å ž¦┘ä┘āž│┘łž® ž©ž¦┘ä┘ä┘Ŗž▓ž▒žī ž¬ž¬žĘ┘äž© ž¦┘䞦┘åžĄ┘枦ž▒ ž¦┘ä┘āž¦┘ģ┘ä ┘ä┘䞯ž╣┘䞦┘ü ž¦┘ä┘ģ┘łž¦ž». 21 ž¬ž¬žŻž½ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģ┘åžĘ┘éž® ┘āž©┘Ŗž▒ž®žī ž¬┘鞬ž▒ž© 1 ┘ģ┘ģ ┘ü┘Ŗ ž╣┘ģ┘é. ┘ü┘Ŗ ┘ćž░┘ć ž¦┘䞣ž¦┘äž®žī ┘ģ┘å ž¦┘ä┘ģž▒ž¼žŁ žŻ┘å ┘ŖžŁž»ž½ ž¬ž┤┘ł┘Ŗ┘ć ┘éžĘž╣ž® ž¦┘äž╣┘ģ┘ä ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘ŖžŁž»ž½ ž¬┘āž│┘Ŗž▒ ž¦┘äžĘ┘䞦žĪ ž©ž│ž©ž© ž¦ž▒ž¬┘üž¦ž╣ ž¦┘äžČž║┘łžĘ ž¦┘䞬┘Ŗ ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬ž┤┘ā┘ä ┘ģ┘å ž«┘䞦┘ä ž¦┘䞦┘å┘ā┘ģž¦ž┤ ž¦┘䞬┘üž¦žČ┘ä┘Ŗ ž©ž╣ž» ž¦┘äžĘž¦ž”ž▒ž¦ž¬ ž¬ž┤┘ā┘Ŗ┘ä. ž¼┘Ŗ┘ä žĘž©┘鞦ž¬ ž¦┘䞬ž«┘ü┘Ŗ┘ü žŻ┘ģž▒ ┘䞦 ┘ģ┘üž▒ ┘ģ┘å┘ć ┘ł┘Ŗ┘ģ┘ā┘å žŻ┘å ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž«žĄž¦ž”žĄ ž¦┘äžĘ┘䞦žĪ ž¦┘ä┘ü┘é┘Ŗž▒ž® ┘ł žĄ┘䞦ž©ž® .13 ┘āž╣┘ģ┘ä┘Ŗž® ž¬ž▒ž│ž© ž¦┘䞣ž¦┘äž® ž¦┘䞥┘äž©ž®žī SLD ┘äž»┘Ŗ┘ć ž¦┘ä┘éž»ž▒ž® ž╣┘ä┘ē ž¦┘䞬ž║┘äž© ž╣┘ä┘ē ┘ćž░┘ć ž¦┘䞥ž╣┘łž©ž¦ž¬ ┘ł ž¦┘äž╣┘Ŗ┘łž©.
┘Ŗ┘ģ┘ā┘å ž©ž©ž│ž¦žĘž® ┘ģž¬ž»ž¦ž«┘äž® ž¦┘ä┘ģž│ž¦ž▒ž¦ž¬ ž¦┘ä┘üž▒ž»┘Ŗž® ┘䞬ž┤┘ā┘Ŗ┘ä žĘ┘䞦žĪ žŻ┘łž│ž╣ ┘ā Microphography ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ┘äž▒┘ā┘Ŗž▓ž® ┘ü┘ł┘䞦ž░┘Ŗž® ┘ģž│žĘžŁž® ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 5 ┘Ŗ┘łžČžŁ. ┘ä┘ģ ┘Ŗ┘䞦žŁžĖ žŻ┘Ŗ ž┤┘é┘ł┘é žź┘ģž¦ ž¦┘äž▒┘ā┘Ŗž▓ž® žŻ┘ł žĘ┘䞦žĪ.

┘āž¦┘å ┘ģ┘å ž¦┘ä┘ģ┘ģ┘ā┘å žź┘Ŗž»ž¦ž╣ ž¦┘ä┘ā┘üž¦žĪž® Stellite-6 ┘ü┘Ŗ ┘ģž│ž¬┘ł┘Ŗž¦ž¬ ž¦┘äž│ž▒ž╣ž® ž¦┘äž╣ž▒žČ┘Ŗž® ž¬žĄ┘ä žź┘ä┘ē 40 ┘ģ┘ģ S-1 ┘ä┘䞣žĄ┘ł┘ä ž╣┘ä┘ē ┘ģž╣ž»┘ä ž©┘垦žĪ žĘ┘䞦žĪ ž¬┘éž▒┘Ŗž©ž¦ 2.2 ┘āž¼┘ģ H-1žī ž©ž¦ž│ž¬ž«ž»ž¦┘ģ 3-KW ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘äž│┘äžĘž®. ┘ü┘Ŗ žĖ┘ä žĖž▒┘ł┘ü ž¦┘ä┘ģž╣ž¦┘äž¼ž® ┘ćž░┘ćžī ž¬┘ģ ┘é┘Ŗž¦ž│ ┘ģž│ž¦┘ģ┘Ŗž® ž¦┘äžĘž©┘éž® ž¦┘ä┘ģ┘łž»ž╣ž® (ž©žĄž▒┘Ŗž¦) ┘ü┘Ŗ <1┘¬žī ┘ü┘Ŗ žŁ┘Ŗ┘å žŻ┘å ž¦┘äžĘž©┘鞦ž¬ ž¦┘䞥ž║┘Ŗž▒ž® ž¦┘鞬ž▒ž©ž¬ 610 HV . (┘ā┘ģž¦ ┘ć┘ł ┘ģ┘鞦ž│ ┘ģž╣ ž¬ž¼ž¦ž▒┘Ŗ Mitutoyo Vickers žó┘äž® ž¦ž«ž¬ž©ž¦ž▒)žī žŻž╣┘ä┘ē žŻ┘å ž¦┘ä┘ģ┘łž¦ž» ┘ü┘Ŗ ž¦┘ä┘å┘ģ┘łž░ž¼ ž¦┘äž│ž¦ž”ž©ž® ┘ā┘ģž¦ ┘ć┘ł ┘ģ┘łžČžŁ ┘ü┘Ŗ ž¦┘äž¼ž»┘ł┘ä 1. ┘ā┘ģž¦ ž¬┘ģ ┘é┘Ŗž¦ž│ ┘é┘łž® ž¦┘䞦┘䞬žĄž¦┘é ┘ä┘äžĘ┘䞦žĪ ┘ģ┘å ž«┘䞦┘ä ž¬ž¼ž▒ž©ž® ž¦┘䞦┘åžŁ┘垦žĪ Dolly ž¦┘ä┘ģž╣ž»┘å┘Ŗž® (8 ┘ģ┘ģ ž¦┘ä┘éžĘž▒) ┘Ŗž¬┘ģ ┘䞥┘é┘枦 ž╣┘ä┘ē ž¦┘äž│žĘžŁ ž¦┘äž«ž¦ž▒ž¼┘Ŗ ┘ä┘äžĘ┘䞦žĪ ┘ģž╣ žź┘Ŗž©┘ł┘āž│┘Ŗ ž¦┘äž▒ž¦ž¬┘åž¼. ž¦┘äžČž║žĘ ž¦┘ä┘䞦ž▓┘ģ ┘äž│žŁž© Dolly ┘Ŗž╣žĘ┘Ŗ ž¦┘äž│┘åž»ž¦ž¬ ž¦┘ä┘é┘łž®. ┘ł┘ģž╣ ž░┘ä┘āžī ┘ü┘Ŗ ┘ćž░┘ć ž¦┘䞣ž¦┘äž®žī ┘üž┤┘ä ž¦┘äž▒ž¦ž¬┘åž¼ ┘ü┘Ŗ 62.4 MPA . ┘ģ┘ģž¦ ┘Ŗžżž»┘Ŗ žź┘ä┘ē ž¦ž│ž¬┘垬ž¦ž¼ ┘ģ┘üž¦ž»┘ć žŻ┘å ┘é┘łž® ž¦┘äž│┘åž»ž¦ž¬ ž¦┘ä┘üž╣┘ä┘Ŗž® ž©┘Ŗ┘å ž¦┘äžĘ┘䞦žĪ ┘łž¦┘äž▒┘ā┘Ŗž▓ž® ┘ć┘Ŗ ┘āž©┘Ŗž▒ž® žŻž╣┘ä┘ē.
žĘ┘䞦žĪ ž¦┘ä┘ģž¼┘ćž▒┘Ŗž® ž¬žŁ┘ä┘Ŗ┘ä ┘ł ž¦┘䞯ž»ž¦žĪ:
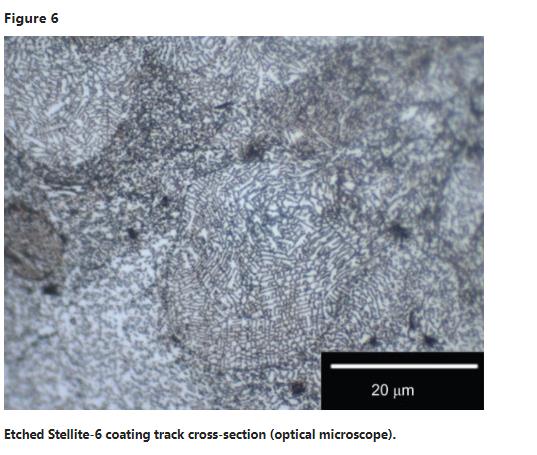
ž¦┘äž┤┘ā┘ä 6 ┘Ŗ┘łžČžŁ ┘ģ┘Ŗ┘āž▒┘łž║ž▒ž¦┘ü┘Ŗ ┘ģ┘éžĘž╣ ž╣ž▒žČ┘Ŗ (ž©žĄž▒┘Ŗ ž¦┘ä┘ģž¼┘ćž▒) ┘ģ┘å Stellite-6 žĘ┘䞦žĪ ┘ģžŁ┘ü┘łž▒ ┘ā┘Ŗ┘ģ┘Ŗž¦ž”┘Ŗž¦ ┘ģž╣ žŻ┘ā┘łž¦ ž▒┘Ŗž¼┘Ŗž¦. ž¬┘ģ ž¬žĄ┘å┘Ŗž╣ ž¦┘ä┘łž»┘Ŗž╣ž® ž╣┘ä┘ē ž▒┘ā┘Ŗž▓ž® žŻ┘åž©┘łž© ž¦┘䞥┘äž© ┘ģž╣ 3-KW ┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘äž│ž▒ž╣ž® ž¦┘äž╣ž▒žČ┘Ŗž® 40 ┘ģ┘ä┘ģ S-1. ┘Ŗž┤┘Ŗž▒ ž¦┘äž▒┘é┘ģ ž©┘łžČ┘łžŁ žź┘ä┘ē žŻ┘å ž¦┘äž¼ž▓┘Ŗž”ž¦ž¬ ┘ģž┤┘ł┘ćž® ž©┘䞦ž│ž¬┘Ŗ┘ā┘Ŗž® ž©ž│ž©ž© ┘ģ┘å ž¦┘䞬žŻž½┘Ŗž▒ž¦ž¬ ž╣ž¦┘ä┘Ŗž® ž¦┘äžĘž¦┘éž® ž╣┘ä┘ē ž¦┘äž▒┘ā┘Ŗž▓ž® ž¦┘äž│žĘžŁ. ┘ćž░ž¦ ž¦┘äž│┘ä┘ł┘ā ┘ć┘ł žŻ┘ŖžČž¦ ┘å┘ģ┘łž░ž¼┘Ŗ ┘ü┘Ŗ CS. ┘åžĖž▒ž¦ ┘䞯┘å žŁž»┘łž» ž¦┘äž¼ž│┘Ŗ┘ģž¦ž¬ ┘ģž▒ž”┘Ŗž® ž©┘łžČ┘łžŁžī ┘Ŗ┘ģ┘ā┘å ┘ä┘ä┘ģž▒žĪ žŻ┘å ┘Ŗžż┘āž» žŻ┘å┘ć ┘ä┘ģ ┘ŖžŁž»ž½ ž░┘łž©ž¦┘å ž¦┘äžĘ┘䞦žĪ ž«┘䞦┘ä ž¦┘䞬ž▒ž│ž© ž╣┘ģ┘ä┘Ŗž®. ┘ć┘Ŗ┘ā┘ä ž¦┘䞣ž©┘łž© ┘łžŁž¼┘ģ┘ć ž¦┘äž╣ž¦┘ģžī ┘ł┘é┘Ŗž¦ž│ žŻ┘é┘ä 1 ┘ģ┘Ŗ┘āž▒┘ł┘å ┘ü┘Ŗ ┘ģž╣žĖ┘ģ ž¦┘ä┘ģ┘łž¦┘éž╣žī ┘Ŗ┘ģ┘ā┘å ┘ģ┘䞦žŁžĖž¬┘枦 ž»ž¦ž«┘ä ┘ā┘ä ž¼ž│┘Ŗ┘ģ ┘ģž┤┘ł┘ć ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 6.
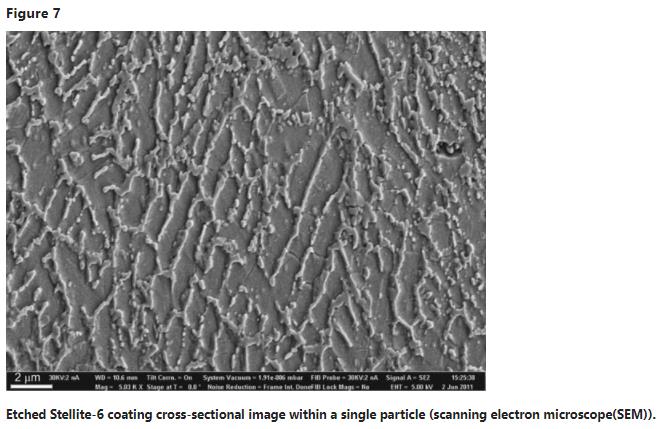
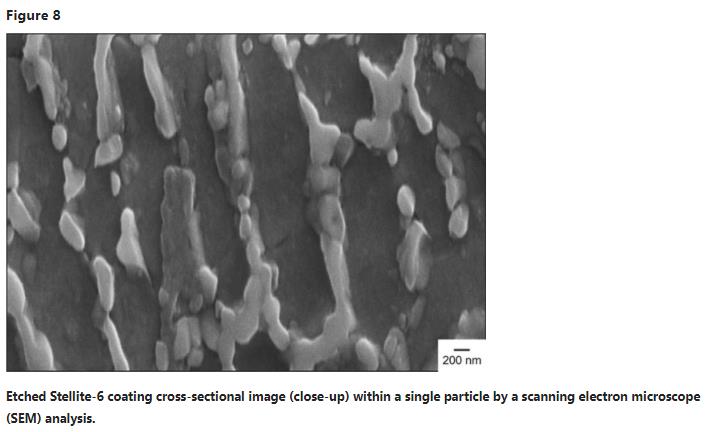
žŁž©ž® Stellite-6 ┘Ŗž¬┘ģ ┘ģ┘䞦žŁžĖž® ž¦┘ä┘łž»┘Ŗž╣ž® ž©ž┤┘ā┘ä žŻ┘āž½ž▒ ┘łžČ┘łžŁž¦ ┘ü┘Ŗ ž¦┘ä┘ģž¼┘ćž▒ ž¦┘äžź┘ä┘āž¬ž▒┘ł┘å ž¦┘ä┘üžŁžĄ ž¦┘ä┘ģžŁ┘ü┘łž▒ (SEM) ž¦┘䞥┘łž▒ ž¦┘ä┘ģž╣ž▒┘łžČž® ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 7. ┘ģ┘ł┘éž╣ ┘ģž▒ž¦žŁ┘ä ┘āž▒ž©┘Ŗž»žī žŻ┘āž½ž▒ ┘ģ┘鞦┘ł┘ģž® ┘ä┘äž╣┘ģ┘ä ž¦┘ä┘ģž│ž©ž© ┘ä┘䞣┘ģžČ ž¦┘䞣┘üž▒žī ┘Ŗ┘ģ┘ā┘å ┘ā┘å žŻž©ž▒ž▓. ž¦┘äž┤┘ā┘ä 8 ┘Ŗžż┘āž» žŻ┘å ž¦┘䞣ž¼┘ģ žĄž║┘Ŗž▒ ┘åž│ž©┘Ŗž¦žī ┘ü┘Ŗ 200-400 NM ┘åžĘž¦┘é.
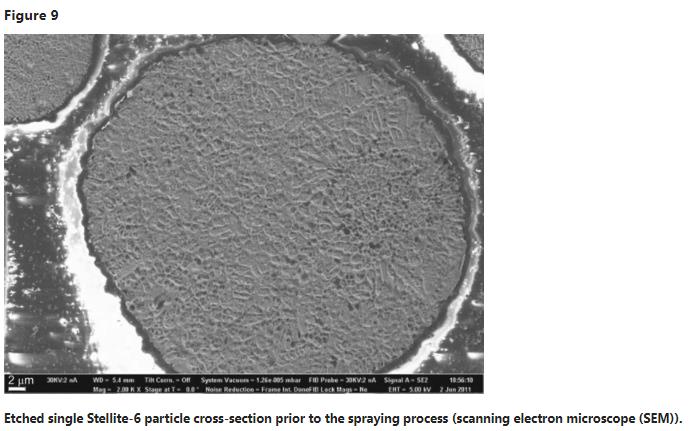
ž¦┘äž┤┘ā┘ä 9 ┘Ŗ┘łžČžŁ SEM žĄ┘łž▒ž® ┘łž¦žŁž»ž® Stellite-6 ž¦┘äž¼ž│┘Ŗ┘ģž¦ž¬ ┘éž©┘ä ž¦┘äž▒ž┤ ž╣┘ģ┘ä┘Ŗž®. ž©┘å┘Ŗž® ž¦┘䞣ž©┘łž© ┘ģž▒ž”┘Ŗž® ┘ł┘ģ┘ģž¦ž½┘äž® ┘ü┘Ŗ ž¦┘䞣ž¼┘ģ žź┘ä┘ē ž¦┘äžĘ┘䞦žĪ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 7 ž¬žŻ┘ā┘Ŗž» ž¦┘ä┘åž▓ž¦┘ćž® ž¦┘ä┘ć┘Ŗ┘ā┘ä┘Ŗž® ž¦┘ä┘ģ┘ģž¬ž¦ž▓ž® ┘łž¦┘䞣┘üž¦žĖ ž╣┘ä┘ē ž¦┘ä┘ģ┘łž¦ž» ┘ģ┘å ┘éž©┘ä žź┘ä┘ē ┘ģž¦ ž©ž╣ž» ž¦┘ä┘ģž╣ž¦┘äž¼ž® ž¦┘䞬┘ā┘ł┘Ŗ┘å.
for . ž¦┘ä┘ģ┘鞦ž▒┘åž®žī ž¦┘äž┤┘ā┘ä 10 ┘Ŗ┘ł┘üž▒ ┘ć┘Ŗ┘ā┘ä ž¦┘䞣ž©┘łž© ┘ģ┘å ž¦┘ä┘ä┘Ŗž▓ž▒ - ┘ā┘䞦ž» Stellite-6 žĘ┘䞦žĪ. dendrites ┘ģž┤ž¦ž©┘ćž® ┘ä ┘ćžż┘䞦žĪ ┘ģ┘å SLD ┘ć┘Ŗ ┘ä┘łžŁžĖžø ┘ł┘ģž╣ ž░┘ä┘āžī ┘üžź┘å ž¦┘䞣ž¼┘ģ ž¦┘ä┘ā┘ä┘Ŗ žŻ┘āž©ž▒ ž©┘āž½┘Ŗž▒ ┘łžŻž©┘äž║ ž╣┘å┘枦 ž¬┘éž▒┘Ŗž©ž¦ 1.1 ╬╝m.22 ┘ģž¬┘ē ž¦┘äžĘ┘䞦žĪ ┘ģ┘䞣┘ł┘ģž®žī ┘ł SEM ž¦┘䞥┘łž▒ ž¬┘āž┤┘ü žŁž¼┘ģ ž¦┘䞣ž©┘łž© ┘ģ┘å žŻ┘āž½ž▒ ┘ģ┘å 20 ╬╝m.14
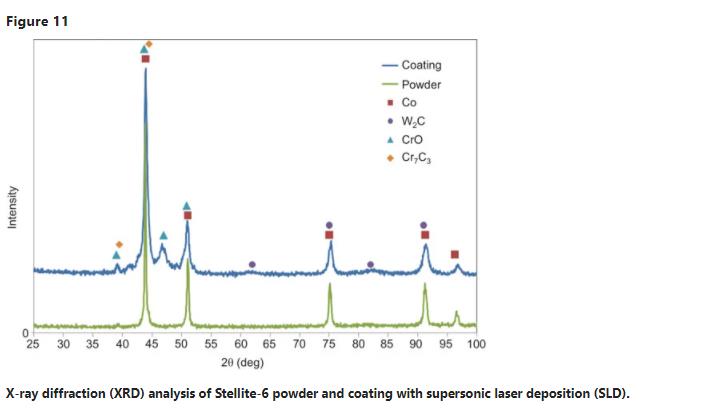
ž╣┘Ŗž© ž▒ž”┘Ŗž│┘Ŗ ┘䞬┘é┘å┘Ŗž¦ž¬ ž¬ž▒ž│ž© ž¦┘ä┘ģž╣ž¦ž»┘å ž╣┘ä┘ē žŻž│ž¦ž│ ž░┘łž©ž¦┘å ┘āž¦┘ģ┘ä žŻ┘ł ž¼ž▓ž”┘Ŗ ┘ä┘ä┘ģ┘łž¦ž» ┘łž¦┘äž«ž»┘ģž¦ž¬ ž¦┘äž«ž¦ž»┘ģž® ┘łž¦┘äž▒┘ā┘Ŗž▓ž® ┘ć┘ł ž¬ž┤┘ā┘Ŗ┘ä ┘ģž▒ž¦žŁ┘ä ž║┘Ŗž▒ ┘ģž▒ž║┘łž© ┘ü┘Ŗ┘枦 ž«┘䞦┘ä ž¦┘䞬žĄ┘äž© ž╣┘ģ┘ä┘Ŗž®. ┘łž©ž¦┘䞬ž¦┘ä┘Ŗžī ž¬┘ģ žźž¼ž▒ž¦žĪ ž¬žŁ┘ä┘Ŗ┘ä žŁ┘Ŗ┘łž» ž¦┘䞯ž┤ž╣ž® ž¦┘äž│┘Ŗ┘å┘Ŗž® ┘ü┘Ŗ ┘ā┘ä ┘ģ┘å Stellite-6 ┘ģž│žŁ┘ł┘é ┘ł SLD žĘ┘䞦žĪ ┘ä┘üžŁžĄ ž¦┘ä┘üž▒┘é ž¦┘ä┘ģžŁž¬┘ģ┘ä ž©┘Ŗ┘å ž¦ž½┘å┘Ŗ┘å. ž¬┘ģ ž¬┘å┘ü┘Ŗž░ žŁ┘Ŗ┘łž» ž¦┘䞯ž┤ž╣ž® ž¦┘äž│┘Ŗ┘å┘Ŗž® ┘ä┘äžĘ┘䞦žĪ ž╣┘ä┘ē ž¦┘äžĘž©┘éž® ž¦┘äž«ž¦ž▒ž¼┘Ŗž® . ┘Ŗž¬┘ģ ž▒ž│┘ģ ž¦┘ä┘垬ž¦ž”ž¼ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 11. ž¬žŁž¬┘ł┘Ŗ ž¦┘ä┘é┘ģ┘ģ ž¦┘ä┘ģ┘鞦ž©┘äž® ž╣┘ä┘ē ┘ģž▒ž¦žŁ┘ä ┘ģžŁž»ž»ž® ž╣┘ä┘ē ┘垬ž¦ž”ž¼ ┘ģ┘ģž¦ž½┘äž® ┘ü┘Ŗ ┘ā┘ä ┘ģ┘å ž¦┘ä┘ģž│žŁ┘ł┘é ┘łž¦┘äžĘ┘䞦žĪžī ┘ģ┘ģž¦ ┘Ŗžż┘āž» žŻ┘å ┘ćž░┘ć ž¦┘ä┘ģ┘łž¦ž» ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬žŁž¬┘üžĖ ž©┘å┘Ŗž®┘枦 ž¦┘䞯žĄ┘ä┘Ŗž® ┘ģ┘å ž«┘䞦┘ä SLD ž¦┘ä┘ģž╣ž¦┘äž¼ž®. ┘ł┘ģž╣ ž░┘ä┘āžī ┘āž¦┘垬 ž©ž╣žČ ž¦┘䞦ž«ž¬┘䞦┘üž¦ž¬ ┘ä┘łžŁžĖžø ž¬žĖ┘ćž▒ ┘ģž▒ž¦žŁ┘ä žźžČž¦┘ü┘Ŗž® ┘ü┘Ŗ ž¦┘äžĘ┘䞦žĪžī ┘ł┘ä┘ā┘å ┘ä┘Ŗž│ ┘ü┘Ŗ ┘ģž│žŁ┘ł┘é . ┘ģ┘å ž¦┘ä┘ģž▒ž¼žŁ žŻ┘å ┘Ŗž▒ž¬ž©žĘ ž¦┘äž░ž▒┘łž® ž¦┘äž│ž¦ž”ž»ž® ž©┘ģž▒žŁ┘äž® CROžī ž╣┘ä┘ē ž¦┘äž▒ž║┘ģ ┘ģ┘å žŻ┘å ž¦┘䞬žŁ┘ä┘Ŗ┘ä ž¦┘䞯┘āž½ž▒ ž¬┘üžĄ┘Ŗ┘䞦 žČž▒┘łž▒┘Ŗž¦ ┘䞬žŻ┘ā┘Ŗž» ž░┘ä┘ā ž¦┘ä┘垬┘Ŗž¼ž®.
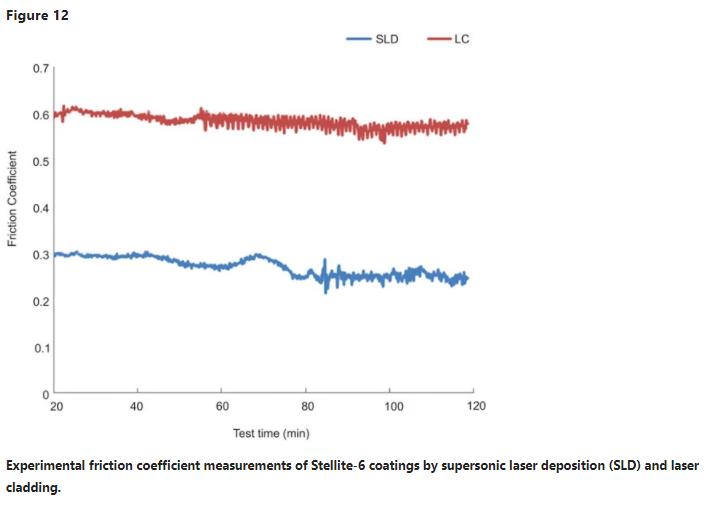
žź┘ä┘ē . ž¬┘é┘Ŗ┘Ŗ┘ģ ž¦┘䞯ž»ž¦žĪ ž¦┘ä┘ģ┘Ŗ┘āž¦┘å┘Ŗ┘ā┘Ŗ ┘ä┘äžĘ┘䞦žĪžī ž¬┘ģ ž¬┘å┘ü┘Ŗž░ ž¦ž«ž¬ž©ž¦ž▒ ž¦ž▒ž¬ž»ž¦žĪ ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž¬┘垦┘łž© ž¬ž¼ž¦ž▒┘Ŗ ž¦ž«ž¬ž©ž¦ž▒ ž¦ž▒ž¬ž»ž¦žĪ žó┘äž® ž©┘āž▒┘ł┘Ŗž® SI3N4 ž¦┘äž│┘Ŗž▒ž¦┘ģ┘Ŗ┘ā žŻž»ž¦ž®. 200 ž║ž▒ž¦┘ģ ┘ģž¦ ┘éž©┘ä ž¦┘䞬žŁ┘ģ┘Ŗ┘ä ž¬┘ģ ž¬žĘž©┘Ŗ┘é┘ć ž╣┘ä┘ē ž¦┘äž╣┘Ŗ┘åž®žī ┘łž¬┘ģ žźž¼ž▒ž¦žĪ ž¦┘䞦ž«ž¬ž©ž¦ž▒ ┘ä┘ģž»ž® 120 ž»┘é┘Ŗ┘éž® ž¬┘éž▒┘Ŗž©ž¦ ┘ü┘Ŗ ž│ž▒ž╣ž® žŻž»ž¦ž® 800 ž»┘łž▒ž® ┘ü┘Ŗ ž¦┘äž»┘é┘Ŗ┘éž®. ž¬┘ģ žźž¼ž▒ž¦žĪ ┘å┘üž│ ž¦┘䞦ž«ž¬ž©ž¦ž▒ ž╣┘ä┘ē Stellite-6 ž╣┘Ŗ┘åž® ž¦┘ä┘ģ┘垬ž¼ž® ┘ģž╣ LC ž©ž¦ž│ž¬ž«ž»ž¦┘ģ 1.8 ┘ā┘Ŗ┘ä┘ł┘łž¦žĘ ┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ü┘Ŗ ž¦┘äž│ž▒ž╣ž® ž¦┘äž╣ž▒žČ┘Ŗž® 8.3 ┘ģ┘ģ S-1. ┘Ŗ┘łžČžŁ ž¦┘äž┤┘ā┘ä 12 ┘ģž╣ž¦┘ģ┘ä ž¦┘䞦žŁž¬┘āž¦┘ā ž¦┘ä┘ģ┘鞦ž│ ┘䞬┘é┘å┘Ŗž¦ž¬ ž¦┘䞬ž▒ž│ž©ž¦ž¬ ž«┘䞦┘ä ž¦ž«ž¬ž©ž¦ž▒ ž¦ž▒ž¬ž»ž¦žĪ ┘ü┘Ŗ ž¦┘ä┘ł┘鞬 ž¦┘䞣ž¦┘ä┘Ŗ ž©ž╣ž» 20 ž»┘é┘Ŗ┘éž® ┘ł┘éž©┘ä ┘å┘枦┘Ŗž® ž¦┘䞬ž¼ž▒ž©ž®. The Stellite-6 ž¦┘ä┘ģ┘łž»ž╣ž® ž©┘łž¦ž│žĘž® SLD žŻž»ž¦žĪ žŻ┘üžČ┘ä ┘ģ┘å ┘ä┘枦 ┘ā┘ä┘Ŗž® ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘ä┘åžĖ┘Ŗž▒žī ┘łž¼┘łž» ┘ģž╣ž¦┘ģ┘ä ž¦žŁž¬┘āž¦┘ā žŻ┘é┘ä žź┘ä┘ē žŁž» ┘āž©┘Ŗž▒ ┘łž¬┘é┘äž©ž¦ž¬ žĘ┘ü┘Ŗ┘üž® ž«┘䞦┘ä ž¦┘䞦ž«ž¬ž©ž¦ž▒ ┘äž░┘ä┘āžī ┘ćž░┘ć ž¦┘ä┘垬ž¦ž”ž¼ ž¦┘䞯┘ł┘ä┘Ŗž® ž¬ž┤┘Ŗž▒ žź┘ä┘ē žŻ┘å SLD ┘ģž╣ž¦┘äž¼ž¬┘枦 Stellite-6 ┘äž»┘Ŗ┘ć ž¦┘ä┘éž»ž▒ž® ž╣┘ä┘ē ┘ģž│ž¬┘ł┘ē žŻž╣┘ä┘ē ┘ģ┘å ž¦┘䞯ž»ž¦žĪ ┘ł ž¦┘䞬žŁ┘ģ┘ä. ž¦┘䞬┘üž│┘Ŗž▒ž¦ž¬ ž¦┘䞯ž│ž¦ž│┘Ŗž® ┘ä ┘ćžż┘䞦žĪ ž¬ž▒ž¬ž©žĘ ž¦┘ä┘垬ž¦ž”ž¼ ┘ģž©ž¦ž┤ž▒ž® ž©ž¦┘ä┘ć┘Ŗ┘ā┘ä ž¦┘ä┘ģ┘䞣┘łžĖ ┘ģ┘å SLD žĘ┘䞦žĪ Nanocrystalline ┘ģ┘å ž¦┘ä┘ģž╣ž▒┘ł┘ü žŻ┘å ž¦┘äžĘ┘䞦žĪž¦ž¬ ž¬┘ģž¬┘ä┘ā ž«žĄž¦ž”žĄ ┘ā┘Ŗ┘ģ┘Ŗž¦ž”┘Ŗž® ┘ł┘ģ┘Ŗ┘āž¦┘å┘Ŗ┘ā┘Ŗž® ┘üž▒┘Ŗž»ž® ┘ģ┘å ┘å┘łž╣┘枦 (┘ģž¬┘ü┘ł┘éž® žĄ┘䞦ž©ž® ┘ł ┘é┘łž®) ┘ģž╣ žź┘ģ┘āž¦┘å┘Ŗž® ž¦┘䞬žĘž©┘Ŗ┘鞦ž¬ ž¦┘䞬┘ā┘å┘ł┘ä┘łž¼┘Ŗž® ž¦┘äž¼ž»┘Ŗž»ž® ┘ā┘ģž¦ ž░┘āž▒ž¬ Tjong ┘ł Chen.23
ž¦┘䞦ž│ž¬┘垬ž¦ž¼ž¦ž¬:
The SLD ┘āž¦┘垬 ž¦┘äž╣┘ģ┘ä┘Ŗž® ┘éž»┘ģž¬. ┘ćž░ž¦ žĘž▒┘Ŗ┘éž® ž¦┘äžĘ┘䞦žĪ ┘ģž┤ž¦ž©┘ćž® ┘ü┘Ŗ ┘ģž©ž»žŻ ž¦┘äž╣┘ģ┘ä ┘ü┘Ŗ CS ž¬┘é┘å┘Ŗž®žø ┘ł┘ģž╣ ž░┘ä┘āžī ┘üžź┘å ž¦┘䞬ž▒ž│ž© ┘ģ┘ģ┘ā┘å ž»┘ł┘å ž¬ž│ž▒┘Ŗž╣ ž¦┘äž¼ž▓┘Ŗž”ž¦ž¬ ž¦┘ä┘ģž╣ž»┘å┘Ŗž® žź┘ä┘ē žŁž▒ž¼ž® ┘āž¦┘ģ┘äž® ž¦┘äž│ž▒ž╣ž®. SLD . ž¬┘ģ ž¬žĘž©┘Ŗ┘é┘ć ž╣┘ä┘ē Hardfacing ┘ģ┘å ž¦┘ä┘āž▒ž©┘ł┘å ž¦┘ä┘ģ┘åž«┘üžČ žŻ┘垦ž©┘Ŗž© ž¦┘䞥┘äž© ┘ģž╣ ž│ž¬┘Ŗ┘ä┘Ŗž¬ -6. ┘ł┘āž¦┘垬 ┘垦┘üž░ž® ┘ģž╣┘ä┘ģž® ž¦┘䞬ž▒ž│ž© ž¬┘ģ ž¦┘䞬žŁ┘é┘Ŗ┘é ┘ü┘Ŗ┘枦žø ┘āž¦┘å ┘ģ┘å ž¦┘ä┘ģ┘ģ┘ā┘å ž¬ž┤┘ā┘Ŗ┘ä ž¦┘ä┘łž»ž¦ž”ž╣ ž╣┘ä┘ē ž¦┘äž▒┘ā┘Ŗž▓ž® ┘ü┘Ŗ ž¦┘äž│ž▒ž╣ž® ž¦┘äž╣ž▒žČ┘Ŗž® 40 ┘ģ┘ä┘ģ S-1 ┘ģž╣ 3-KW ┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒žī ž¦┘ä┘垦ž¬ž¼ž® ž╣┘å A 2.2 ┘āž¼┘ģ H-1 ž©┘垦žĪ ┘ģž╣ž»┘ä. SLD . žĘ┘䞦žĪ Stellite-6 ž╣ž▒žČž¬ ž«ž¦┘ä┘Ŗž® ┘ģ┘å ž¦┘ä┘āž▒ž¦┘ā ┘ć┘Ŗ┘ā┘äžī ┘ģž│ž¦┘ģ┘Ŗž® ┘ģ┘åž«┘üžČž® ┘ł┘é┘łž® ž¦┘äž│┘åž»ž¦ž¬ ž¦┘ä┘ģ┘ģž¬ž¦ž▓ž® ┘ģž╣ ž¦┘äž▒┘ā┘Ŗž▓ž®. ┘ćž░┘ć ž¬┘ģ ž¬žŁ┘é┘Ŗ┘é ž«žĄž¦ž”žĄ ž»┘ł┘å ž░┘łž©ž¦┘å ┘ģ┘łž¦ž» FeedStock žŻ┘ł ž¦┘䞬ž│ž©ž© ┘ü┘Ŗ ž¬┘ä┘ü ž»ž¦ž”┘ģ ┘łž¬ž┤┘ł┘Ŗ┘ć žź┘ä┘ē ž¦┘äž▒┘ā┘Ŗž▓ž®. ž¬┘ģ ž¦┘äž╣ž½┘łž▒ ž╣┘ä┘ē žŁž¼┘ģ ž¦┘䞣ž©┘łž© ž¦┘äžĘ┘䞦žĪ Suitcron (200-400 ┘垦┘å┘ł┘ģž¬ž▒)žī ┘ģ┘ģž¦ žŻž»┘ē žź┘ä┘ē ž¬žŁž│┘Ŗ┘å ž¦ž«ž¬ž©ž¦ž▒ ž¦ž▒ž¬ž»ž¦žĪ ž¦┘䞯ž»ž¦žĪ ┘ģ┘鞦ž©┘ä ž¦┘ä┘āž│┘łž® ž©ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘äžĘ┘䞦žĪ. ┘łž¼ž»ž¬ ž»ž▒ž¦ž│ž® žŻ┘ł┘ä┘Ŗž® ┘ģž╣ž¦┘ģ┘ä ž¦┘䞦žŁž¬┘āž¦┘ā ž¦┘ä┘ģ┘鞦ž│ ┘ä Stellite-6 žĘž©┘éž® ┘ģžĄ┘å┘łž╣ž® ┘ģž╣ SLD ┘ä┘Ŗ┘ā┘ł┘å ž¬┘éž▒┘Ŗž©ž¦ 2.4 ┘ģž▒ž¦ž¬ žŻ┘é┘ä ┘ģ┘å ┘ćž░ž¦ ┘ģž╣ ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘ä┘āž│┘łž®.
┘ģž╣┘ä┘ł┘ģž¦ž¬ ž¦┘ä┘āž¦ž¬ž©
ž¦┘䞦┘垬┘ģž¦žĪž¦ž¬
┘éž│┘ģ ž¦┘ä┘ć┘åž»ž│ž®žī ┘ģž╣┘ćž» ž¬žĄ┘å┘Ŗž╣žī ž¼ž¦┘ģž╣ž® ┘āž¦┘ģž©ž▒┘Ŗž»ž¼žī ┘āž¦┘ģž©ž▒┘Ŗž»ž¼ CB3 0fsžī ž¦┘ä┘ģ┘ģ┘ä┘āž® ž¦┘ä┘ģž¬žŁž»ž®
ž▒┘ł┘ā┘ł Lupoižī žŻ┘åž»ž▒┘ł ┘ā┘ł┘āž©ž▒┘åžī ┘āž▒┘Ŗž│ ž©ž▒┘Ŗž¦┘åžī ┘ģž¦ž▒ž¬┘å ž│ž©ž¦ž▒┘Ŗž¦ž¬ & ┘ł┘ä┘Ŗž¦┘ģ žŻ┘ł┘å┘Ŗ┘ä
┘ā┘ä┘Ŗž® ž¬ž┤ž¼┘Ŗž¦┘åž║žī ž¬ž┤ž¼┘Ŗž¦┘åž║ ž¼ž¦┘ģž╣ž® ž¦┘䞬┘ā┘å┘ł┘ä┘łž¼┘Ŗž¦žī ┘枦┘åž║ž¬ž┤┘ł 310024žī ž¦┘䞥┘Ŗ┘å
┘üž¦┘åž║ ┘ä┘ł
ž¦┘ä┘ģžż┘ä┘ü ž¦┘ä┘ģ┘鞦ž©┘ä
ž¦┘ä┘ģž▒ž¦ž│┘䞦ž¬ ┘ģž╣ ┘ł┘ä┘Ŗž¦┘ģ žŻ┘ł┘å┘Ŗ┘ä.
ž¦┘å┘éž▒ ┘ć┘垦 ┘䞬ž▒┘ā ž▒ž│ž¦┘äž®





