




┘äž»┘Ŗ┘ā žŻ┘Ŗ žŻž│ž”┘äž®?
ž¦ž©┘é┘ē ž╣┘ä┘ē ž¬┘łž¦žĄ┘ä-
žŻ┘ģ┘å : +86 18355532477
-
Whatsapp : +8618355532477
-
ž©ž▒┘Ŗž» žź┘ä┘āž¬ž▒┘ł┘å┘Ŗ : 247137166@qq.com
-
Skype : 247137166@qq.com
- ž¦ž¬žĄ┘ä



┘äž»┘Ŗ┘ā žŻ┘Ŗ žŻž│ž”┘äž®?
ž¦ž©┘é┘ē ž╣┘ä┘ē ž¬┘łž¦žĄ┘䞯┘ģ┘å : +86 18355532477
Whatsapp : +8618355532477
ž©ž▒┘Ŗž» žź┘ä┘āž¬ž▒┘ł┘å┘Ŗ : 247137166@qq.com
Skype : 247137166@qq.com

ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž® ┘䞬┘āž│┘łž® ž¬ž┤┘ā┘Ŗ┘ä ž¬žŁž¬ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž┤ž¬ž▒┘ā ┘ä┘ä┘ä┘Ŗž▓ž▒ ┘ł TIG ┘é┘łž│
Apr 12 , 2021Wila ž¦┘䞦ž│ž¬ž«ž»ž¦┘ģž¦ž¬ 304 ž¦┘ä┘ü┘ł┘䞦ž░ ž¦┘ä┘ģ┘鞦┘ł┘ģ ┘ä┘䞥ž»žŻ ┘ģž½┘ä ž¦┘ä┘ģ┘łž¦ž» ž¦┘䞯ž│ž¦ž│┘Ŗž®žī ┘łžźž¼ž▒ž¦žĪ NI60 ž¬ž¼ž¦ž▒ž© ž¦┘ä┘āž│┘łž® ┘ģž│žŁ┘ł┘é ┘ģž╣ ┘ä┘Ŗž▓ž▒ žŻž┤ž©ž¦┘ć ž¦┘ä┘ģ┘łžĄ┘䞦ž¬ ┘ł TIG ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ARCžī ┘ł┘Ŗž│ž¬ž«ž»┘ģ ┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® ┘䞬ž│ž¼┘Ŗ┘ä ž¦┘䞬ž║┘Ŗ┘Ŗž▒ ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗ ┘ä┘ä┘ģž│žŁ┘ł┘é ž░┘łž©ž¦┘å. ž¦┘䞬ž║┘Ŗ┘Ŗž▒ž¦ž¬ ž¦┘ä┘垦ž¼┘ģž® ž╣┘å ┘ģ┘éž»┘ģž® TIG ┘Ŗž¬┘ģ ž¬žŁ┘ä┘Ŗ┘ä ž¦┘ä┘é┘łž│ ┘ģ┘å ž¦┘äž¼┘łž¦┘åž© ž¦┘äž½┘䞦ž½ž® ┘ä┘ä┘é┘łž® ┘łž¦┘䞣ž▒ž¦ž▒ž® ┘łž¦┘ä┘āž│┘łž® ž¬ž┤┘ā┘Ŗ┘ä. ┘Ŗž¬┘ģ ┘łžĄ┘ü ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž® ž¦┘䞬┘Ŗ ž¬ž┤┘ā┘ä ┘ģž│žŁ┘ł┘é ž¬ž┤┘ā┘ä ž¬žŁž¬ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ž©ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘łž¬┘ā┘ł┘å žŻž┤┘āž¦┘ä ž¦┘ä┘é┘łž® ┘łž¦┘䞦ž¬žĄž¦┘ä ž¦┘䞣ž▒ž¦ž▒┘Ŗ ┘ü┘Ŗ ┘ā┘ä ┘ģž▒žŁ┘äž® ┘ģ┘łžĄ┘ł┘üž®. ž¬žŻž½┘Ŗž▒ TIG ┘Ŗž¬┘ģ ž¬┘łžČ┘ŖžŁ ž¦┘䞣ž¦┘ä┘Ŗž® ž╣┘åž» ž¬ž┤┘ā┘Ŗ┘ä ┘łž╣┘ģ┘ä┘Ŗž® ž¬ž┤┘ā┘Ŗ┘äžī ┘ł┘ģž▓ž¦┘Ŗž¦ žŻž┤ž©ž¦┘ć ž¦┘ä┘ģ┘łžĄ┘䞦ž¬ ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł TIG ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ģž▒┘āž© ┘ä┘ä┘āž│┘łž® ┘ć┘Ŗ žŻ┘łžČžŁ.
1. ž¦┘䞬ž║┘Ŗ┘Ŗž▒ž¦ž¬ ž¦┘䞬┘Ŗ ž¼┘äž©ž¬┘枦 TIG ┘é┘łž│ žź┘ä┘ē žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¬ž┤┘ā┘Ŗ┘ä ┘łž¬ž┤┘ā┘Ŗ┘ä ž╣┘ģ┘ä┘Ŗž® ž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž®
┘ü┘Ŗ ž¦┘ä┘ģ┘ģž¦ž▒ž│ž® ž¦┘äžĘ┘ł┘Ŗ┘äž® ž¦┘䞯ž¼┘äžī Wila ┘ł┘éž» ┘łž¼ž»ž¬ žŻ┘łž¼┘ć ž¦┘ä┘鞥┘łž▒ ┘ü┘éžĘ ž©ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ü┘éžĘ ┘āžŁž▒ž¦ž▒ž® ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģžĄž»ž▒. ┘äž░┘ä┘āžī ┘Ŗž¬┘ģ ž¬žĄ┘łž▒┘ć ┘äžźžČž¦┘üž® ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ģž«ž¬┘ä┘ü ž¬┘ģž¦┘ģž¦ ┘ä┘äž¼┘ģž╣ ž©┘Ŗ┘å ž¦┘ä┘ģžĄž¦ž»ž▒ ž¦┘䞣ž▒ž¦ž▒┘Ŗž® ž©ž¦ž╣ž¬ž©ž¦ž▒┘枦 ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ž¦┘ä┘āž│┘łž®žī ┘ģž½┘ä TIG ┘é┘łž│. ┘ć┘垦┘ā ž¬žŻž½┘Ŗž▒ ┘ģž¬ž©ž¦ž»┘ä ┘ģž¬┘ē ž¦┘ä┘ģžĄž¦ž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦ž½┘å┘Ŗ┘å TIG ARC ┘łž¦┘ä┘ä┘Ŗž▓ž▒ ┘ģž¼ž¬┘ģž╣ž®. ž©ž«ž¦ž▒ ┘ģž╣ž»┘å┘Ŗ ┘ł┘äž»ž¬ ž╣┘åž»┘ģž¦ ž¦┘ä┘ä┘Ŗž▓ž▒ ┘Ŗž┤ž╣ ž╣┘ä┘ē ž│žĘžŁ ž¦┘äž¼ž▓žĪ ž¦┘ä┘ģž│ž¬žŻž¼ ž©ž│ž▒ž╣ž® ┘䞬ž┤┘ā┘Ŗ┘ä ž¼ž▓┘Ŗž”ž¦ž¬ ┘ģž┤žŁ┘ł┘åž®žī ┘ģ┘ģž¦ ┘Ŗž▓┘Ŗž» ┘ģ┘å ž¦┘ä┘ģ┘łžĄ┘ä┘Ŗž® ž¦┘ä┘ā┘ćž▒ž©ž¦ž”┘Ŗž® ┘ü┘Ŗ ž¦┘ä┘ģ┘ł┘éž╣ žŁ┘Ŗž½ ┘Ŗž¬┘ģ ž¬žĘž©┘Ŗ┘é ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘Ŗ┘é┘ä┘ä ┘ģ┘å ┘ģ┘鞦┘ł┘ģž® ž¦┘ä┘é┘łž│ ┘ģ┘å ž«┘䞦┘ä ž¦┘ä┘ģž│ž¦ž▒žī ┘ł┘Ŗž▓┘Ŗž» ┘ģ┘å ž¦┘ä┘āž½ž¦┘üž® ž¦┘䞣ž¦┘ä┘Ŗž® ┘ģ┘å ARC. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī ┘Ŗž║┘Ŗž▒ ž¦┘ä┘ä┘Ŗž▓ž▒ ž«žĄž¦ž”žĄ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ┘ä┘ä┘é┘łž│žī ┘ł┘Ŗž▓┘Ŗž» ž©ž┤┘ā┘ä žŁž¦ž» ┘ü┘Ŗ ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ┘ģž▒┘āž▓ ž¦┘ä┘é┘łž│žī ┘ģ┘ģž¦ ┘Ŗž┤┘ā┘ä ž¬ž»ž▒ž¼ž¦ ┘āž©┘Ŗž▒ž¦ ┘ü┘Ŗ ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž® ž©┘Ŗ┘å ┘ģž▒┘āž▓ ž¦┘ä┘é┘łž│ ┘łž¦┘ä┘ģ┘垦žĘ┘é ž¦┘ä┘ģžŁ┘ŖžĘž® ž©┘枦žī ┘łž¬┘é┘ä┘ŖžĄ ž¦┘ä┘é┘łž│ ┘ā┘ģž¦ ┘ć┘ł ┘ģ┘łžČžŁ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.1. ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘Ŗ┘é┘ä┘ä ž¦┘ä┘ä┘Ŗž▓ž▒ žŻ┘ŖžČž¦ žź┘ä┘ē žŁž» ┘āž©┘Ŗž▒ ┘ģ┘å ž¼┘ćž» ž¦┘äžźž┤ž╣ž¦┘ä ┘ü┘Ŗ ž¦┘ä┘é┘łž│žī ┘ģ┘ģž¦ ┘Ŗž¼ž╣┘ä ž¬┘é┘äž©┘ć žŻžĄž║ž▒žī ž½┘ģ ž¬žŁ┘é┘Ŗ┘é ž¬žŻž½┘Ŗž▒ ž¦ž│ž¬┘éž▒ž¦ž▒ ž¦┘ä┘é┘łž│ [. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī ┘Ŗž▓┘Ŗž» ž¬žŻž½┘Ŗž▒ ž¦┘䞬ž│ž«┘Ŗ┘å ┘ü┘Ŗ ž¦┘ä┘ä┘Ŗž▓ž▒ ž╣┘ä┘ē ž│žĘžŁ ž¦┘ä┘ģž╣ž»┘å ┘ģ┘å ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž®žī ┘łž¦┘䞬┘Ŗ ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬ž▓┘Ŗž» ┘ģ┘å ž¦┘ä┘ģž╣ž¦ž»┘å ┘ģž╣ž»┘ä ž¦┘ģž¬žĄž¦žĄ ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘äžĘž¦┘éž®.
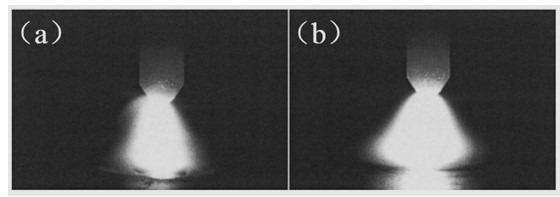
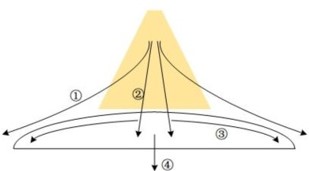
ž¦┘äž┤┘ā┘ä 4.1 ž¬žŻž½┘Ŗž▒ ž¦┘å┘ā┘ģž¦ž┤ ž¦┘ä┘ä┘Ŗž▓ž▒ ž╣┘ä┘ē ž¦┘ä┘é┘łž│
(žŻ) ┘ģž▓┘Ŗž¼ ž┤┘ā┘ä ┘é┘łž│ 500W ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł 100atig ┘é┘łž│žø (ž©) 100A TIG . ž┤┘ā┘ä ž¦┘ä┘é┘łž│
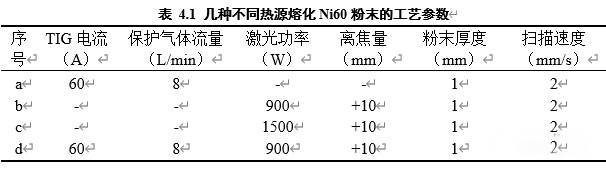
Wila ┘ł┘éž» ┘łž¼ž»ž¬ ┘ģ┘å ž«┘䞦┘ä ž╣ž»ž» ┘āž©┘Ŗž▒ ┘ģ┘å ž¦┘䞬ž¼ž¦ž▒ž© ž¦┘䞬┘Ŗ ┘éž»┘ģ┘枦 TIG ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬ž¬ž╣ž¦┘ł┘å ARC ┘ģž╣ ž¦┘åž«┘üž¦žČ ┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒ ┘䞬žŁ┘é┘Ŗ┘é ž¬žŻž½┘Ŗž▒ ┘ģ┘垬ž┤ž▒ ž¼┘Ŗž» ┘äžĘž©┘éž® ž¦┘ä┘āž│┘łž®žī ┘łž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘ē žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž╣ ž▓ž¦┘ł┘Ŗž® ž¦ž¬žĄž¦┘ä žĄž║┘Ŗž▒ž® ┘łž¬ž«┘ü┘Ŗ┘ü ┘ģ┘åž«┘üžČ 4 ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® žĘž©┘鞦ž¬ ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģ┘䞣┘ł┘ģž® ┘ł┘ü┘鞦 ┘ä┘ģž╣┘ä┘ģž¦ž¬ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘ä┘ģž╣ž▒┘łžČž® ┘ü┘Ŗ ž¦┘äž¼ž»┘ł┘ä 4.1žī ┘łž¬žĖ┘ćž▒ ž┤┘ā┘ä žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘łž¦┘ä┘ģ┘łž▒┘ü┘ł┘ä┘łž¼┘Ŗž¦ ž╣ž©ž▒ ž¦┘ä┘ģ┘éžĘž╣ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.2
ž¦┘äž▒┘é┘ģ 4.2 (žŻ) ┘Ŗž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž╣┘å žĘž▒┘Ŗ┘é ž¦┘ä┘āž│┘łž® ┘ģž╣ TIG ┘é┘łž│ ┘ģž╣ ž¬┘Ŗž¦ž▒ 60A ┘ā┘ģž¦ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģžĄž»ž▒. ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘åž▒┘ē žŻ┘å žŁž©ž® ž¦┘ä┘䞣ž¦┘ģ ž©žŻ┘ā┘ģ┘ä┘枦 ž║┘Ŗž▒ ┘ģž¬ž│ž¦┘éž»ž® ┘łž¦┘äž┤┘ā┘ä ┘ä┘äž║ž¦┘Ŗž® ž¦┘ä┘ü┘éž▒ž¦žĪ. ┘ćž░ž¦ ┘ć┘Ŗ ┘ģž¬┘ē ┘łž¦žŁž» TIG ┘ä┘ģ ┘Ŗ┘ā┘å ┘äž»┘ē ARC žźž╣ž¦ž»ž® ž¦┘䞬ž▒┘ā┘Ŗž© ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘ł┘ģ┘åžĘ┘éž® ž¬ž║žĘ┘Ŗž® ž¦┘ä┘é┘łž│ žŻ┘āž©ž▒žī ┘üžź┘å ž¦┘äžĘž¦┘éž® ž║┘Ŗž▒ ┘ģž▒┘āž▓ž®žī ┘łž¦┘äžĘž¦┘éž® ┘ģ┘åž«┘üžČž® ┘åž│ž©┘Ŗž¦ ž¦┘䞣ž¦┘ä┘Ŗž® žĄž║┘Ŗž▒ž®žī ┘łž¬┘ā┘å┘ł┘ä┘łž¼┘Ŗž¦ ž¦┘ä┘ģž╣┘ä┘ł┘ģž¦ž¬ ┘䞦 ┘Ŗ┘ģ┘ā┘å ž¬ž░┘łž© ┘ģž│žŁ┘ł┘é ž¦┘ä┘ģž╣ž¦ž»┘å žŁž│┘垦. ┘ü┘éžĘ ┘ā┘ģ┘Ŗž® žĄž║┘Ŗž▒ž® ┘ģ┘å ┘ģž│žŁ┘ł┘é ┘Ŗ┘ģ┘ā┘å žŻ┘å ž¬ž░┘łž© ┘ł ž¦┘äž¼┘ģž╣. ž¬ž¬žŁž» ┘ģž╣ ž¦┘äž▒┘ā┘Ŗž▓ž®. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī ┘üžź┘å ┘é┘łž® ž¦┘ä┘é┘łž│ ž¦┘ä┘垦ž¼┘ģž® ž╣┘å ž¦┘ä┘é┘łž│ ž║┘Ŗž▒ ž¦┘ä┘ģž▒┘āž▓ž® ┘łž¦┘ä┘ģž│ž¬┘éž▒ ž║┘Ŗž▒ ž¦┘ä┘āž©┘Ŗž▒ ┘䞦 ž¬ž¬ž│žĘžŁ ┘ü┘éžĘ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ┘䞬ž╣ž▓┘Ŗž▓ ž¦┘垬ž┤ž¦ž▒┘枦žī ┘ł┘ä┘ā┘å žČž▒ž©ž¦ž¬ ž¦┘ä┘āž▒┘Ŗž¦ž¬ ž¦┘äž│ž¦ž”┘äž® ž¦┘ä┘垦ž¬ž¼ž® ž«┘䞦┘ä ž╣┘ģ┘ä┘Ŗž® ž░┘łž©ž¦┘åžī ┘łžŻž«┘Ŗž▒ž¦ ž¬ž┤┘ā┘ä ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® ┘䞣ž¦┘ģ ┘ģž╣ ┘ģž¬┘éžĘž╣ ž¬ž┤┘ā┘Ŗ┘ä. ┘äž░┘ä┘āžī ┘łž¦žŁž»ž® TIG ARC ž║┘Ŗž▒ ┘ģ┘垦ž│ž© ┘ä┘䞦ž│ž¬ž«ž»ž¦┘ģ ┘āžŁž▒ž¦ž▒ž® ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģžĄž»ž▒.
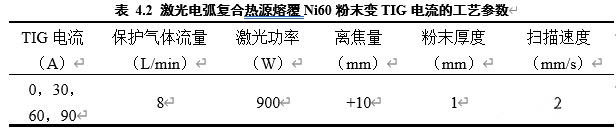
ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž©┘łž¦ž│žĘž® cladding NI60 ┘ģž│žŁ┘ł┘é ┘ģž╣ A 900W ┘ŖžĖ┘ćž▒ ž¦┘ä┘ä┘Ŗž▓ž▒ žŻž┤ž©ž¦┘ć ž¦┘ä┘ģ┘łžĄ┘䞦ž¬ ┘ā┘ģžĄž»ž▒ žŁž▒ž¦ž▒┘Ŗ ┘ģ┘āž¬┘łž© ┘łž¦žŁž» ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.2 (B). ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘Ŗ┘åžĖž▒ žź┘ä┘Ŗ┘ć ž╣┘ä┘ē ž¦┘äž▒ž║┘ģ ┘ģ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž¼ž¬┘ģž╣ž® ž¼┘Ŗž»ž¦ ┘ģž╣ ž¦┘äž▒┘ā┘Ŗž▓ž®žī ┘üžź┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž©žŻ┘ā┘ģ┘ä┘枦 žĘ┘ł┘Ŗ┘ä ž¦┘ä┘鞦┘ģž®žī ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä ┘āž©┘Ŗž▒ž®žī ┘łž┤┘ā┘ä ž¦┘䞣ž¦┘üž® ž│┘Ŗž”ž®žī ┘ģ┘ģž¦ ┘Ŗž┤┘Ŗž▒ žź┘ä┘ē žŻ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģ┘垬ž┤ž▒ž® ž│┘Ŗž”ž®žī ┘łž¦┘䞬┘Ŗ ž│┘ł┘ü ž¬žżž½ž▒ ž©ž┤┘ā┘ä ž«žĘ┘Ŗž▒ ž╣┘ä┘ē ž¦┘ä┘ä┘üž® ž¦┘ä┘䞦žŁ┘éž® ž¦┘äž│┘äž│ž® ┘ü┘Ŗ ž¬┘ģž▒┘Ŗž▒ž¦ž¬ ┘ģž¬ž╣ž»ž»ž® ž¦┘ä┘āž│┘łž®. ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘ē on.
ž╣ž¦ž»ž® ┘ģž¦ ┘Ŗž¬┘垦ž│ž© ž¦┘䞬┘łž¬ž▒ ž¦┘äž│žĘžŁ┘Ŗ ┘ä┘äž│ž¦ž”┘ä ž╣┘āž│┘Ŗž¦ ┘ģž╣ ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž®žī ┘äž░┘ä┘ā žźž░ž¦ ž¬ž▓ž»ž¦ž» ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž®žī ┘üžź┘å ž¦┘䞬┘łž¬ž▒ ž¦┘äž│žĘžŁ┘Ŗ ┘ü┘Ŗ ž¦┘äž│ž¦ž”┘ä ┘Ŗ┘åž«┘üžČžī ┘ģ┘ģž¦ ž│┘ŖžŁž│┘å ž¬ž▒žĘ┘Ŗž© ┘ł ┘åž┤ž▒. ┘äž░┘ä┘āžī ┘ģž¬┘ē ž▓ž¦ž»ž¬ ┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒ žź┘ä┘ē 1500Wžī ┘ł┘Ŗž▓┘Ŗž» ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ž©ž┤┘ā┘ä ┘āž©┘Ŗž▒žī ┘ģ┘ģž¦ ┘Ŗ┘é┘ä┘ä žź┘ä┘ē žŁž» ┘āž©┘Ŗž▒ ┘ģ┘å ž¦┘äž│žĘžŁ ž¦┘䞬┘łž¬ž▒. ž╣┘䞦┘łž® ž╣┘ä┘ē ž░┘ä┘āžī ┘åžĖž▒ž¦ ┘ä┘é┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘ä┘ģž▒ž¬┘üž╣ž® ┘ä┘äž║ž¦┘Ŗž®žī ┘üžź┘å ┘ā┘ģ┘Ŗž® ž¦┘ä┘ģž│žŁ┘ł┘é ž¦┘äž░ž¦ž”ž© ┘ć┘Ŗ žŻ┘ŖžČž¦ ┘āž©┘Ŗž▒ž® ž¼ž»ž¦žī ┘łž¬┘ā┘ł┘å ž«žĘ┘łž▒ž® ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ┘āž©┘Ŗž▒ ž©┘ģž¦ ┘Ŗ┘ā┘ü┘Ŗ ┘ä┘䞬ž║┘äž© ž©ž│┘ć┘ł┘äž® ž╣┘ä┘ē ž¦┘䞬┘łž¬ž▒ ž¦┘äž│žĘžŁ┘Ŗ ┘ł┘åž┤ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘äžī ┘łžŻž«┘Ŗž▒ž¦ ž¬ž┤┘ā┘ä žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž╣ ž¦┘垬ž┤ž¦ž▒ ž¼┘Ŗž» ┘łž¦┘䞦ž¬žĄž¦┘ä ž¦┘䞥ž║┘Ŗž▒ ž▓ž¦┘ł┘Ŗž®.
ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž©┘łž¦ž│žĘž® cladding NI60 ┘ģž│žŁ┘ł┘é ┘ģž╣ A 1500W ┘ŖžĖ┘ćž▒ ž¦┘ä┘ä┘Ŗž▓ž▒ žŻž┤ž©ž¦┘ć ž¦┘ä┘ģ┘łžĄ┘䞦ž¬ ┘ā┘ģžĄž»ž▒ žŁž▒ž¦ž▒┘Ŗ ┘ģ┘āž¬žČ┘å ┘łž¦žŁž» ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.2 (ž¼). ┘Ŗ┘ģ┘ā┘å ┘ģ┘䞦žŁžĖž® žŻ┘å┘ć ž©┘ģ┘łž¼ž© žĘž¦┘éž® ┘ä┘Ŗž▓ž▒ ┘ģž▒ž¬┘üž╣ž®žī ž¬┘垬ž┤ž▒ žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž©ž┤┘ā┘ä ž¼┘Ŗž» ┘łž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä žĄž║┘Ŗž▒ž®žī ┘ä┘ā┘å ┘ģ┘åžĘ┘éž® ž¦┘ä┘ģžĄ┘ü┘ł┘üž® ┘äž»┘Ŗ┘枦 ž╣┘ģ┘é ž¬ž║┘äž║┘ä žŻ┘āž©ž▒ ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ć┘ł žŻž╣┘ä┘ē. ┘ć┘垦┘ā ┘ģž┤┘ā┘äž® ┘ü┘Ŗ žŻ┘å ž¬┘ā┘ł┘Ŗ┘å ž│ž©ž¦ž”┘ā žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž«┘ü┘üž® ┘ģ┘å ┘éž©┘ä ┘ģžĄ┘ü┘ł┘üž®. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī ┘Ŗ┘ģ┘ā┘å ┘ģ┘䞦žŁžĖž® ž¦┘äž╣ž»┘Ŗž» ┘ģ┘å ž¦┘äž┤┘é┘ł┘é ž╣┘ģ┘łž»┘Ŗž¦ ž╣┘ä┘ē ž¦ž¬ž¼ž¦┘ć ž¦┘ä┘ģž│žŁ ž¦┘äžČ┘łž”┘Ŗ ž©┘łžČ┘łžŁ ┘ģ┘å ž│žĘžŁ žĘž©┘éž® ž¦┘ä┘āž│┘łž®žī ┘łž¦┘䞬┘Ŗ ┘垦ž¬ž¼ž® ž╣┘å ž¦ž▒ž¬┘üž¦ž╣ ž»ž▒ž¼ž® ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘䞬ž»ž▒ž¼ ┘łž¦┘äžČž║žĘ ž¦┘ä┘ģž¬ž©┘é┘Ŗ ž¦┘䞯┘āž©ž▒ ž¦┘äž░┘Ŗ ž¼┘äž©ž¬┘ć ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘äž╣ž¦┘ä┘Ŗ ž¦┘äžĘž¦┘éž®
žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ žŁžĄ┘䞬 ž╣┘ä┘Ŗ┘枦 ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģž▒┘āž©ž® 900W ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł 60A TIG . ┘ŖžĖ┘ćž▒ ž¦┘ä┘é┘łž│ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.2 (ž»). ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘Ŗ┘åžĖž▒ ž©┘łžČ┘łžŁ ž©┘łžČ┘łžŁ žŻ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘Ŗ┘垬ž┤ž▒ ž©ž┤┘ā┘ä ž¼┘Ŗž» ┘łž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä žĄž║┘Ŗž▒ž®žī ┘ł┘ć┘Ŗ žŻ┘üžČ┘ä ž©┘āž½┘Ŗž▒ 900W ž¦┘ä┘āž│┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒┘Ŗž® žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ┘ä┘枦 ž¬žŻž½┘Ŗž▒ ž¬ž┤┘ā┘Ŗ┘ä žŻ┘üžČ┘ä žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ žŁžĄ┘䞬 ž╣┘ä┘Ŗ┘枦 1500W ž¦┘ä┘āž│┘łž® ž¦┘ä┘ä┘Ŗž▓ž▒┘Ŗž®žī ┘łž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ä┘Ŗž│ž¬ ┘āž©┘Ŗž▒ž®žī ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ģ┘åž«┘üžČžī ┘ł┘ć┘ł žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž½ž¦┘ä┘Ŗž® ž¬ž┤┘ā┘Ŗ┘ä. ┘ģž▒ž¦┘éž©ž® ž©ž╣┘垦┘Ŗž® ž│žĘžŁ žĘž©┘éž® ž¦┘ä┘āž│┘łž®žī ┘ł┘䞦 ž¬┘łž¼ž» ž┤┘é┘ł┘é ┘łž¦žČžŁž® ┘łž¼ž»ž¬. ┘ćž░ž¦ ┘ć┘Ŗ žŻ┘ł┘䞦 žźžČž¦┘üž® TIG ┘Ŗž▓┘Ŗž» ┘é┘łž│ ž¦┘ä┘ģž»ž«┘䞦ž¬ ž¦┘䞣ž▒ž¦ž▒┘Ŗž® ┘ł┘Ŗ┘é┘ä┘ä ┘ģ┘å ž¦┘䞬┘łž¬ž▒ ž¦┘äž│žĘžŁ┘Ŗ ┘ä┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘äžī ┘łž¬┘łž▓┘Ŗž╣ ž¦┘äžĘž¦┘éž® ž¦┘ä┘üž▒┘Ŗž» ž¦┘äž░┘Ŗ ┘Ŗž¬┘ā┘ł┘å ┘ģ┘å ┘ģž▓┘Ŗž¼ ┘ģ┘å ┘ģžĄž¦ž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦ž½┘å┘Ŗ┘å ┘Ŗ┘üžČ┘Ŗ žź┘ä┘ē ž¦┘䞣ž» ┘ģ┘å ž¦┘äžźž¼┘枦ž» ž¦┘ä┘ģž¬ž©┘é┘Ŗ ┘łž¦┘䞣ž» ┘ģ┘å žŁž»┘łž½ ž¦┘äž┤┘é┘ł┘é. ž©ž¦┘äžźžČž¦┘üž® žź┘ä┘ē ž░┘ä┘āžī The TIG ┘Ŗž¼┘äž© ž¦┘䞣ž¦┘ä┘Ŗ ┘é┘łž® žźžČž¦┘ü┘Ŗž® žź┘ä┘ē ž╣┘ģ┘ä┘Ŗž® ž¦┘䞦┘åžĄ┘枦ž▒ ┘łž¦┘ä┘åž┤ž▒žī ┘łž¬žŁž¬ žźž¼ž▒ž¦žĪž¦ž¬ ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘łž¬┘å┘é┘ä ž¦┘ä┘é┘łž│ ┘łž¬ž│ž¬ž½ž©ž¬žī ┘łž¬žĄž©žŁ ž¦┘ä┘é┘łž® ┘ģž▒┘āž▓ž®žī ┘łž¦┘䞬┘Ŗ ž¬ž╣ž▓ž▓ ž░┘łž©ž¦┘å ┘łž¦┘垬ž┤ž¦ž▒┘枦 ž╣┘ģ┘ä┘Ŗž®. ž©┘ģ┘łž¼ž© ž¦┘äž╣┘ģ┘ä ž¦┘ä┘ģž┤ž¬ž▒┘ā ┘ä┘äž╣┘łž¦┘ģ┘ä ž¦┘ä┘ģž░┘ā┘łž▒ž® žŻž╣┘䞦┘ćžī ┘üžź┘å ž¬┘ā┘ł┘Ŗ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® žŻ┘āž½ž▒ ┘ģž½ž¦┘ä┘Ŗž® ┘ć┘Ŗ ž¬ž┤┘ā┘Ŗ┘ä┘枦.
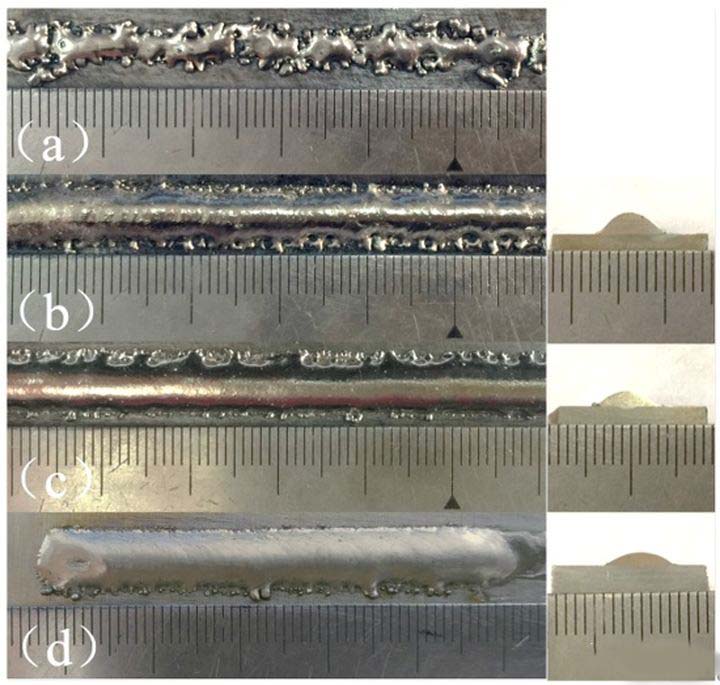
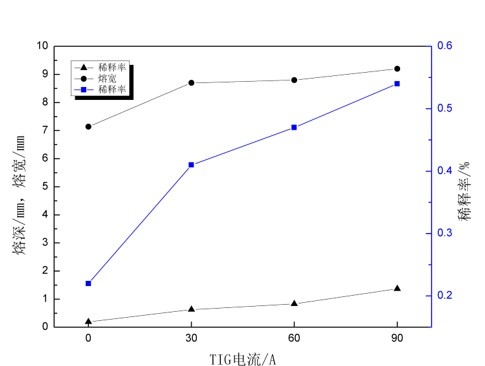
┘ģ┘å žŻž¼┘ä žŻ┘å ž¬┘ā┘ł┘å ┘鞦ž»ž▒ž¦ ž╣┘ä┘ē ž¦┘䞦┘䞬ž▓ž¦┘ģ ž©┘łžČ┘łžŁ ž¦┘ä┘üž▒┘é ž©┘Ŗ┘å ž╣┘ģ┘ä┘Ŗž® ž¬ž┤┘ā┘Ŗ┘ä ž¦┘ä┘āž│┘łž® ž¬žŁž¬ ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž» ┘ł┘ģžĄž»ž▒ žŁž▒ž¦ž▒┘Ŗ ┘ģž▒┘āž©žī ┘Ŗž¬┘ģ ž¬ž▒ž¬┘Ŗž© ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® ž╣┘ģ┘łž»┘Ŗž¦ ž╣┘ä┘ē ž¦ž¬ž¼ž¦┘ć ž¦┘ä┘ģž│žŁžī ┘łž¦┘äž▓ž¦┘ł┘Ŗž® ž©┘Ŗ┘å ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ┘łž¦┘äžĘž¦ž”ž▒ž® ž¦┘䞯┘ü┘é┘Ŗž® ┘ć┘ł žĄž║┘Ŗž▒ ┘éž»ž▒ ž¦┘äžź┘ģ┘āž¦┘å ┘ģž▒ž¦┘éž©ž® ž¦┘䞬ž║┘Ŗ┘Ŗž▒ž¦ž¬ ┘ü┘Ŗ ž¦┘䞦┘垬ž┤ž¦ž▒. ž¦┘䞬┘鞦žĘ žĄ┘łž▒ ┘ģ┘åžĘ┘éž® ž¦┘ä┘āž│┘łž®žī ┘ł┘éžĘž╣ ž¦┘äžźžĘž¦ž▒ž¦ž¬ ž©ž¦┘ä┘ģ┘Ŗž▓ž¦ž¬ ž¦┘äž▒ž”┘Ŗž│┘Ŗž® ┘ä ž¦┘ä┘üž▒ž▓. ž¦┘äž┤┘ā┘ä 4.3 ┘ć┘Ŗ ┘ģ┘鞦ž▒┘åž® ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® 900W ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž©ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł 900W ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł 60A TIG . ARC ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ž¦┘ä┘āž│┘łž®. ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘åž▒┘ē žŻ┘å ž╣┘ģ┘ä┘Ŗž® ž░┘łž©ž¦┘å ž¦┘ä┘ģž│žŁ┘ł┘é ┘łž¦┘垬ž┤ž¦ž▒ ž¬žŁž¬ ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž» ┘ł┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ģž▒┘āž© ┘ć┘ł ž¬┘ģž¦┘ģž¦. ┘ģž╣ ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž»žī ┘Ŗž¬┘ģ žźž░ž¦ž©ž® ž¦┘ä┘ģž│žŁ┘ł┘é ┘䞯┘ł┘ä ┘ģž▒ž® ┘ü┘Ŗ ž©ž╣žČ ž¦┘ä┘āž▒ž¦ž¬ ž¦┘䞥ž║┘Ŗž▒ž® ž¬žŁž¬ ž¬ž┤ž╣┘Ŗž╣ ž¦┘ä┘ä┘Ŗž▓ž▒žī ž½┘ģ ž¬ž¬žĄ┘ä ž¦┘ä┘āž▒ž¦ž¬ ž¦┘䞥ž║┘Ŗž▒ž® ┘łž¦┘䞥┘ģž¦┘ģž¦ž¬ ┘ł┘å┘ģ┘ł┘枦žī ┘łž░┘łž©ž¦┘å ž¦┘ä┘āž▒ž¦ž¬ ž¦┘ä┘ģ┘åžĄ┘ćž▒ž® ž¦┘äž¼ž»┘Ŗž»ž® ž©ž¦ž│ž¬┘ģž▒ž¦ž▒ žź┘ä┘ē ┘ä┘ć┘ģ ┘ģ┘å ž¦┘äž¼ž¦┘åž© ┘䞬ž┤┘ā┘Ŗ┘ä ž│ž¦ž”┘ä ┘āž©┘Ŗž▒ ž¬ž░┘łž©. . ┘ü┘Ŗ ž│ž▒ž╣ž® ž¦┘ä┘ģž│žŁ ┘ģž╣┘Ŗ┘åž®žī ┘Ŗž░┘łž© ž¦┘äžĘž▒┘ü ž¦┘䞯┘ģž¦┘ģ┘Ŗ ┘ģ┘å ž¦┘äž│ž¦ž”┘ä ┘Ŗž░┘łž© ž©ž┤┘ā┘ä ┘ģž│ž¬┘ģž▒ ┘ł┘Ŗ┘ģž¬ž» žź┘ä┘ē ž¦┘䞯┘ģž¦┘ģžī ┘ł┘Ŗ┘å┘é┘Ŗ ž¦┘ä┘å┘枦┘Ŗž® ž¦┘äž«┘ä┘ü┘Ŗž®žī ┘łžŻž«┘Ŗž▒ž¦ ž¬ž┤┘ā┘Ŗ┘ä ┘āž¦┘ģ┘ä ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® ž¦┘ä┘āž│┘łž® žĘž©┘éž®. ┘ģ┘å ž┤ž¦ž┤ž® ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž®žī ┘䞦 ┘Ŗ┘łž¼ž» ž¬ž║┘Ŗ┘Ŗž▒ ┘łž¦žČžŁ ┘ü┘Ŗ ž¦┘垬ž┤ž¦ž▒ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž©ž▒┘ģž¬┘枦žī ┘ā┘ģž¦ ┘ć┘ł ┘ģ┘łžČžŁ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.3 (a). ž¬žŁž¬ žźž¼ž▒ž¦žĪ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ┘Ŗž░┘łž© ž¦┘ä┘ä┘Ŗž▓ž▒ ž¦┘ä┘ģž│žŁ┘ł┘é ┘ü┘Ŗ ž¦┘ä┘ģ┘éž»┘ģž® ┘䞬ž┤┘ā┘Ŗ┘ä ž¬ž░┘łž© ž│ž¦ž”┘äžī ┘łž¬ž│žĘžŁ ž¦┘ä┘é┘łž│ ž©ž│ž▒ž╣ž® ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ┘ü┘Ŗ ž¦┘äžĖ┘ćž▒ ┘ä┘åž┤ž▒┘枦 ž░┘ä┘ā. ┘ł ┘Ŗ┘ģ┘ā┘å ž▒žż┘Ŗž¬┘ć ž©┘łžČ┘łžŁ ┘ģ┘å ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž® ┘ä┘éžĘž¦ž¬ ž¦┘äž┤ž¦ž┤ž® žŻ┘å ┘ć┘垦┘ā ž¦┘垬┘鞦┘ä ┘ģ┘å ž¦┘ä┘ü┘éž▒ž¦žĪ ┘Ŗ┘垬ž┤ž▒┘ł┘å žź┘ä┘ē ž¦┘垬ž┤ž¦ž▒ ┘ģ┘ģž¬ž¦ž▓ ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® ž¦┘ä┘āž│┘łž® ž¬žŁž¬ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ┘ā┘ģž¦ ┘ć┘ł ┘ģž©┘Ŗ┘å ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.3 (B).
2. ž¬žŁ┘ä┘Ŗ┘ä ž¦┘ä┘é┘łž® ž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ž©┘ģ┘łž¼ž© ž╣┘ģ┘ä TIG ┘é┘łž│
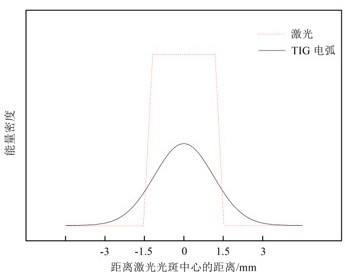
┘ł┘ü┘鞦 ┘䞬žŻž½┘Ŗž▒ ž¦┘䞦┘å┘ā┘ģž¦ž┤ ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗžī ┘ģž¬┘ē ž¦┘䞬ž»┘ü┘鞦ž¬ ž¦┘䞣ž¦┘ä┘Ŗž® ┘ģ┘å ž«┘䞦┘ä ┘ģ┘łžĄ┘äžī ┘Ŗ┘ģ┘ā┘å ž¦ž╣ž¬ž©ž¦ž▒┘枦 ž¬ž¬┘ā┘ł┘å ┘ģ┘å ž¦┘äž╣ž»┘Ŗž» ┘ģ┘å ž¦┘äž«žĘ┘łžĘ ž¦┘ä┘ģž¬┘łž¦ž▓┘Ŗž® . ┘ćž░┘ć ž│ž¬ž¼ž░ž© ž¦┘äž«žĘ┘łžĘ ž¦┘䞣ž¦┘ä┘Ŗž® ž¦┘ä┘ģ┘łž¦ž▓┘Ŗž® ž©ž╣žČ┘枦 ž¦┘äž©ž╣žČ ┘äž¼ž╣┘ä ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ž¬┘ģ┘Ŗ┘ä žź┘ä┘ē ┘Ŗž¬┘é┘䞥. ┘łž¬ž│┘ģ┘ē ž¦┘ä┘é┘łž® ž¦┘ä┘垦ž¬ž¼ž® ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗ ž¦┘å┘ā┘ģž¦ž┤. ž¦┘ä┘é┘łž® [50]. TIG . ARC ┘ć┘ł ┘ģ┘łžĄ┘ä ž║ž¦ž▓┘Ŗ ┘ģž«ž▒┘łžĘ┘Ŗ ┘ģž╣ ┘ģ┘éžĘž╣ ž╣ž▒žČ┘Ŗ ┘ģž¬ž║┘Ŗž▒ . ž¦┘ä┘éžĘž▒ ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ž¦┘ä┘é┘łž│ žĄž║┘Ŗž▒ ž©ž¦┘ä┘éž▒ž© ┘ģ┘å žĘž▒┘ü ┘éžĘž© ž¦┘䞬┘åž║ž│ž¬┘åžī ┘ł┘éžĘž▒ ž¦┘ä┘é┘ģž¦ž┤ ž¦┘ä┘ģž¬┘鞦žĘž╣ ž¦┘ä┘é┘łž│ žŻ┘āž©ž▒ ž©ž¦┘ä┘éž▒ž© ┘ģ┘å ž¦┘äž┤ž║┘ä ┘å┘枦┘Ŗž®. ž¦┘ä┘üž▒┘é ┘ü┘Ŗ ┘éžĘž▒ ž¦┘äž╣┘ä┘ł┘Ŗ ┘łž¦┘äž│┘ü┘ä┘Ŗ ž¦┘䞯┘éž│ž¦┘ģ ž¦┘ä┘ģž¬ž▒ž¦┘ā┘ģž® ┘Ŗž│ž©ž© ž¦ž«ž¬┘䞦┘ü ž¦┘äžČž║žĘžī ž¦┘äž░┘Ŗ ž│┘Ŗ┘垬ž¼ ž╣┘å ž¦┘ä┘ģ┘ā┘ł┘å ž¦┘ä┘ģžŁ┘łž▒┘Ŗ ┘ä┘é┘łž® ž¦┘䞦┘å┘ā┘ģž¦ž┤ ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗ ┘ģ┘å žĘž▒┘ü ž¦┘ä┘éžĘž© ž¦┘䞬┘åž║ž│ž¬┘å žź┘ä┘ē ž¦┘äž┤ž║┘äžī ┘ł┘ć┘ł ž¦┘äž½ž¦ž©ž¬ ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗ žŻ┘ŖžČž¦žī The TIG ž¬┘éž»┘ģ ARC ┘é┘łž® ž¬ž»┘ü┘é ž¦┘äž©┘䞦ž▓┘ģž¦ ┘ł┘é┘łž® ž¬┘ćž© ž¦┘äž║ž¦ž▓ ž¦┘䞬ž»ž▒┘Ŗž╣ ┘ä┘äž╣┘ģ┘ä┘Ŗž® ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž® ž©ž¦┘ä┘āž¦┘ģ┘ä . ┘Ŗ┘ģ┘ā┘å ┘ä┘ä┘é┘ł┘ē ž¦┘äž½┘䞦ž½ ž¦┘ä┘ģž░┘ā┘łž▒ž® žŻ┘å ž¬ž╣ž▓ž▓ ž╣┘ģ┘ä┘Ŗž® ž¦┘䞣ž▒┘āž® ┘łž¦┘䞬┘鞦ž▒ž© ┘ü┘Ŗ ž¦┘ä┘āž▒┘Ŗž¦ž¬ ž¦┘äž│ž¦ž”┘äž® ┘łž¬žŁ┘üž▓ ž¦┘ä┘ģž│ž©žŁ ž¦┘ä┘ģ┘åžĄ┘ćž▒ ┘䞬ž╣ž▓┘Ŗž▓ ž¦┘䞬ž»┘ü┘éžī ┘ģ┘ģž¦ ┘ŖžŁž│┘å ž¦┘垬ž┤ž¦ž▒ ž¦┘äž│ž¦ž”┘ä ž¬ž░┘łž© ┘Ŗž¬┘ģ ž╣ž▒žČ ┘ģž«žĘžĘ ž¦┘ä┘é┘łž® ž¦┘äž┤ž¦┘ģ┘äž® ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.4.
ž¦┘äž┤┘ā┘ä 4.4 ┘ģž«žĘžĘ ž¬ž«žĘ┘ŖžĘ┘Ŗ ┘䞬žŁ┘ä┘Ŗ┘ä ž¦┘ä┘é┘łž® ž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ž¬žŁž¬ ž╣┘ģ┘ä TIG ┘é┘łž│
1. ┘é┘łž® ž¬ž»┘ü┘é ž¦┘äž©┘䞦ž▓┘ģž¦ ┘łž¦┘䞬┘枦ž© ž¦┘äž║ž¦ž▓ ž¦┘䞬ž»ž▒┘Ŗž╣ ž¦┘ä┘é┘łž®žø 2. ž│ž¦┘ā┘åž® ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗ ž¦┘äžČž║žĘ. 3. ž¬ž»┘ü┘é ž¦┘äž│ž¦ž”┘ä ž¬ž░┘łž© ž╣┘ä┘ē ž¦┘äž│žĘžŁžø 4. ž¦┘äž¼ž¦ž░ž©┘Ŗž®
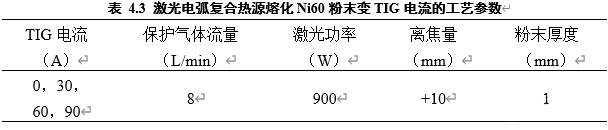
┘ł┘ü┘鞦 ┘ä┘ä┘ģž╣┘ä┘ģž¦ž¬ ┘ü┘Ŗ ž¦┘äž¼ž»┘ł┘ä 4.2žī A ž¬┘ģž▒┘Ŗž▒ž® ┘łž¦žŁž»ž® ž¦┘ä┘āž│┘łž® NI60 ž¬┘ģ žźž¼ž▒ž¦žĪ ž¦ž«ž¬ž©ž¦ž▒ ┘ģž│žŁ┘ł┘é ž╣┘ä┘ē A 304 ž¦┘äž▒┘ā┘Ŗž▓ž® ž¦┘ä┘ü┘ł┘䞦ž░ ž¦┘ä┘ģ┘鞦┘ł┘ģ ┘ä┘䞥ž»žŻ ┘ģž╣ ž¦┘ä┘ä┘Ŗž▓ž▒ žŻž┤ž©ž¦┘ć ž¦┘ä┘ģ┘łžĄ┘䞦ž¬ ┘ł A TIG ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©ž® ž¦┘ä┘ģžĄž»ž▒. ž¬žĖ┘ćž▒ žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ┘łž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ž¦┘ä┘ģ┘鞦ž©┘ä ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.6.
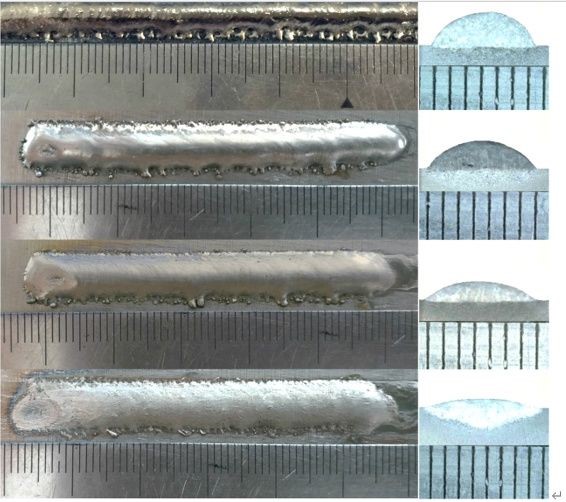
┘Ŗ┘ģ┘ā┘å ž▒žż┘Ŗž¬┘ć ┘ģ┘å ž¦┘äž┤┘ā┘ä 4.6 žŻ┘å ž╣ž▒žČ žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž¬žŁž¬ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ž©ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ć┘ł žŻž╣┘ä┘ē ž©┘āž½┘Ŗž▒ ┘ģ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž¬žŁž¬ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž»ž® ž¦┘ä┘ģžĄž»ž▒. ┘ģ┘Ŗž▓ž® žŻž«ž▒┘ē ┘łž¦žČžŁž® ┘ć┘Ŗ žŻ┘å ž│žĘžŁ žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž©┘łž¦ž│žĘž® ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģžĄž»ž▒ ┘ä┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ┘ģž│žĘžŁ ┘åž│ž©┘Ŗž¦žī ž╣┘ä┘ē ž╣┘āž│ žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž¦┘䞬┘Ŗ ž¬┘ģ ž¦┘䞣žĄ┘ł┘ä ž╣┘ä┘Ŗ┘枦 ž©┘łž¦ž│žĘž® ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž» žŻžĘ┘ł┘ä ┘ģ┘å ž¦┘äž▒┘ā┘Ŗž▓ž®. ┘ł. ┘ā┘ģž¦ TIG ž¦┘äž▓┘Ŗž¦ž»ž¦ž¬ ž¦┘䞣ž¦┘ä┘Ŗž® ┘ģ┘å 30A žź┘ä┘ē 60Ažī žŻžĄž©žŁ ž¬ž┤┘ā┘Ŗ┘ä ž¦┘äž│žĘžŁ ┘äžĘž©┘éž® ž¦┘ä┘āž│┘łž® žŻ┘āž½ž▒ ž│┘䞦ž│ž® ž©ž┤┘ā┘ä ┘āž©┘Ŗž▒žī ┘ä┘ā┘å ž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ģ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘äž»┘Ŗ┘枦 ž▓┘Ŗž¦ž»ž®. ┘ćž░ž¦ ┘ć┘Ŗ žŻž╣┘ä┘ē TIG ┘Ŗž¼┘äž© ž¦┘䞯┘ģž▒ ž¦┘䞣ž¦┘ä┘Ŗ ┘é┘łž® ┘é┘łž│ žŻ┘āž©ž▒žī ┘łž¦┘䞬┘Ŗ ž¬žżž»┘Ŗ ž©ž¦ž│ž¬┘ģž▒ž¦ž▒ žź┘ä┘ē ž¦┘䞬ž¼┘ģž╣ ž¦┘ä┘ģ┘åžĄ┘ćž▒žī ┘ģ┘ģž¦ ┘Ŗž│žĘžŁ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘äžī ┘ł┘ä┘ā┘å žŻ┘ŖžČž¦ ┘Ŗž▓┘Ŗž» ┘ģ┘å ž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘éžī ž░┘łž©ž¦┘å ž¦┘ä┘ģž▓┘Ŗž» ┘ģ┘å ž¦┘ä┘ģž╣ž»┘å ž¦┘䞯ž│ž¦ž│┘Ŗžī ┘łž¬žżž½ž▒ ž╣┘ä┘ē ž¦┘ä┘āž│┘łž® žĘž©┘éž® ž¦┘ä┘ģ┘ā┘ł┘垦ž¬ ž¦┘äž│ž©ž© ž¦┘䞬ž«┘ü┘Ŗ┘ü. ┘ģž¬┘ē TIG ┘Ŗž▒ž¬┘üž╣ žŁž¦┘ä┘Ŗž¦ žź┘ä┘ē 90Ažī ┘ł┘Ŗ┘ģ┘ā┘å žŻ┘å ┘åž▒┘ē žŻ┘å ž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ć┘ł ┘āž©┘Ŗž▒ ž¼ž»ž¦. ┘ü┘Ŗ ┘ćž░ž¦ ž¦┘ä┘ł┘鞬žī ┘Ŗž¬┘ģ ž¬ž«┘ü┘Ŗ┘ü žĘž©┘éž® ž¦┘ä┘āž│┘łž® ž©ž┤┘ā┘ä ┘āž©┘Ŗž▒ ┘ģ┘å ž¦┘äž▒┘ā┘Ŗž▓ž®žī ┘łž¦┘䞬┘Ŗ ž¬žżž½ž▒ ž©ž┤┘ā┘ä ž«žĘ┘Ŗž▒ ž╣┘ä┘ē žŻž»ž¦žĪ ž¦┘ä┘āž│┘łž® žĘž©┘éž®. ž╣┘䞦┘łž® ž╣┘ä┘ē ž░┘ä┘āžī ┘ģž¬┘ē TIG ž¦┘䞣ž¦┘ä┘Ŗž® ┘āž©┘Ŗž▒ž® ž¼ž»ž¦ ž║ž¦┘äž©ž¦ ┘ģž¦ ž¬┘垬ž¼ ž╣┘ģ┘ä┘Ŗž® ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģž│ž©┘éž® ž¦┘ä┘ģž│ž©┘éž® ž¦┘äž©┘éž╣žī ┘ł ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž╣ž¦┘ä┘Ŗž® ┘ģ┘å ž¦┘äž│┘ć┘ä ž¼ž»ž¦ ž¦┘䞦┘䞬ž▓ž¦┘ģ ž©ž¦┘䞬┘åž¼ž│ž¬┘å žź┘ä┘ē ž©ž▒┘āž® ž¦┘ä┘ģ┘åžĄ┘ćž▒ž® ┘łž¬ž│ž©ž© žźžĘ┘üž¦žĪ ┘é┘łž│ ž»ž¦ž”ž▒┘Ŗ ┘鞥┘Ŗž▒žī ┘äž░┘ä┘ā ┘ģ┘å ž¦┘äžČž▒┘łž▒┘Ŗ ž¬ž¼┘åž© ž¦ž│ž¬ž«ž»ž¦┘ģ ž¦┘ä┘ģ┘üž▒žĘ TIG ž¦┘䞣ž¦┘ä┘Ŗž® ┘ü┘Ŗ ž¦┘ä┘ģž▒┘āž© ž¦┘ä┘āž│┘łž®.
┘Ŗ┘ģ┘ā┘å ┘ä┘é┘Ŗž¦ž│ ┘łž¬žŁ┘ä┘Ŗ┘ä ž¦┘ä┘ģ┘éžĘž╣ ž¦┘äž╣ž▒žČ┘Ŗ ┘ģ┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘łžŁž│ž¦ž© ž¬žŻž½┘Ŗž▒ TIG ž¦┘䞣ž¦┘ä┘Ŗž® ┘ü┘Ŗ ž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘łž╣ž▒žČ ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ü┘Ŗ ž¦┘ä┘āž│┘łž® ž¦┘ä┘ģžĄž»ž▒ ┘ä┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ┘ā┘ģž¦ ┘ć┘ł ┘ģž©┘Ŗ┘å ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.7. ┘Ŗ┘ģ┘ā┘å žŻ┘å ┘åž▒┘ē ž░┘ä┘ā ž©ž▓┘Ŗž¦ž»ž® TIG ž¬žĖ┘ćž▒ ž¦┘äž»┘āž¬┘łž▒┘éž® ž¦┘䞣ž¦┘ä┘Ŗž® ┘ü┘Ŗ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ž╣┘ģ┘é ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘äžĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ā┘䞦┘ć┘ģž¦ ┘ģž¬ž▓ž¦┘Ŗž»žī ┘ü┘Ŗ žŁ┘Ŗ┘å žŻ┘å ž»ž▒ž¼ž® ž¦┘䞬ž║┘Ŗ┘Ŗž▒ ┘ü┘Ŗ ž╣ž▒žČ ž¦┘䞦┘åžĄ┘枦ž▒ ┘ä┘Ŗž│ž¬ ┘āž©┘Ŗž▒ž®. ┘ģ┘鞦ž▒┘åž® ┘ģž╣ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ž©ž│ž©ž© ž¬ž¬ž▒┘āž▓ žĘž¦┘éž® ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž» ┘ü┘Ŗ ž¦┘ä┘ģ┘åžĘ┘éž® ž¦┘äž©┘éž╣ž®žī ┘łž¦┘ä ž¦┘ä┘ģ┘åžĘ┘éž® žĄž║┘Ŗž▒ž®žī ┘äž░┘ä┘ā ž╣ž▒žČ ž░┘łž©ž¦┘å žĄž║┘Ŗž▒žī ┘ł ž¦┘ä┘ģž»ž«┘䞦ž¬ ž¦┘䞣ž▒ž¦ž▒┘Ŗž® ┘ä┘Ŗž│ž¬ ┘āž©┘Ŗž▒ž®žī ┘ł┘ģž╣ž»┘ä ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘łž¦┘䞬ž«┘ü┘Ŗ┘ü žŻ┘ŖžČž¦ žĄž║┘Ŗž▒ž®. ž©ž╣ž» žźž»ž«ž¦┘ä TIG ARCžī ┘ģž¼┘ģ┘łž╣ž® ž¦┘䞬ž»┘üž”ž® ┘ģ┘å ž¦┘ä┘é┘łž│ ┘ł ž¬ž¬žŻž½ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģ┘åžĘ┘éž® žŻ┘āž©ž▒ ┘ģ┘å ┘ćž░ž¦ ž¦┘ä┘ä┘Ŗž▓ž▒žī ┘łž¦┘äžĘž¦┘éž® ┘ä┘Ŗž│ž¬ ┘ģž▒┘āž▓ž® ┘ā┘ģžĄž»ž▒ žŁž▒ž¦ž▒┘Ŗ ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž»žī ┘äž░┘ä┘ā ž▓ž¦ž» ž╣ž▒žČ ž¦┘䞦┘åžĄ┘枦ž▒ ž©ž┤┘ā┘ä ┘āž©┘Ŗž▒žī ┘ģ┘ģž¦ ž│┘Ŗž│ž¦ž╣ž» ž╣┘ä┘ē ž¬žŁž│┘Ŗ┘å ž¦┘ä┘āž│┘łž® ┘ā┘üž¦žĪž®. žź┘ä┘ē ž¼ž¦┘åž©žī ┘ģ┘鞦ž▒┘åž® ┘ģž╣ ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž»žī žźžČž¦┘üž® TIG ┘Ŗž▓┘Ŗž» ARC žźž»ž«ž¦┘ä ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘äž┤ž¦┘ģ┘äž® ┘ä┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ┘łž©ž¦┘䞬ž¦┘ä┘Ŗ ┘üžź┘å ┘ģž╣ž»┘ä ž¦┘䞦ž«ž¬ž▒ž¦┘é ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ć┘ł žŻ┘ŖžČž¦ ž¬žŁž│┘Ŗ┘å. ┘ü┘Ŗ┘ģž¦ ┘Ŗž¬ž╣┘ä┘é ž©ž¦┘䞯ž╣┘ä┘ē TIG ž¦┘䞬┘Ŗž¦ž▒ ┘ü┘Ŗ ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ž╣┘ä┘ē ž¦┘äž▒ž║┘ģ ┘ģ┘å ž¬┘ģ ž¬žŁž│┘Ŗ┘å ž¦┘垬ž┤ž¦ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ┘ł┘Ŗž¬┘ģ ž¬┘é┘ä┘Ŗ┘ä ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘äžī ┘ā┘ģž¦ žŻ┘å┘ć ┘Ŗž¼┘äž© ž¦┘ä┘ģž┤┘ā┘äž® žŻ┘ŖžČž¦ žŻ┘å ž¦┘ä┘ģž╣ž»┘å žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž«┘ü┘üž® ┘ģ┘å ┘éž©┘ä ž¦┘䞯ž»ž¦žĪ ž¦┘ä┘ģ┘åž«┘üžČ ┘ģ┘ā┘ł┘垦ž¬ ž¦┘ä┘ģžĄ┘ü┘ł┘üž®žī ┘ł┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ┘ć┘ł žŻž╣┘ä┘ē.
┘ł┘ü┘鞦 ┘ä┘ģž╣┘ä┘ģž¦ž¬ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘ä┘ģ┘łžČžŁž® ┘ü┘Ŗ ž¦┘äž¼ž»┘ł┘ä 4.1žī ž¦ž«ž¬ž©ž¦ž▒ ┘łž¦ž│ž¬ž«ž▒ž¦ž¼ ž¦┘äž│┘ä┘ł┘ā┘Ŗž¦ž¬ ž¦┘ä┘ģ┘ģ┘Ŗž▓ž® ┘ü┘Ŗ ž╣┘ģ┘ä┘Ŗž® ž¦┘䞬ž┤┘ā┘Ŗ┘ä ┘ģ┘å ┘ģ┘鞦žĘž╣ ž¦┘ä┘ü┘Ŗž»┘Ŗ┘ł ž¦┘ä┘āž¦┘ģ┘Ŗž▒ž¦ ž╣ž¦┘ä┘Ŗž® ž¦┘äž│ž▒ž╣ž®žī ž│ž¼┘ä ž╣ž»ž» žźžĘž¦ž▒ž¦ž¬ ┘ā┘ä ž│┘ä┘ł┘ā ž«ž¦žĄžī ┘łžŁž│ž¦ž© ┘łž¬žŁ┘ä┘Ŗ┘ä TIG ž¦┘䞬┘Ŗž¦ž▒ žź┘ä┘ē ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž© ž¬ž┤┘ā┘Ŗ┘ä ┘ģž▒ž¦žŁ┘ä. ┘ł┘ŖžĖ┘ćž▒ ž¦┘䞬žŻž½┘Ŗž▒ ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.8.
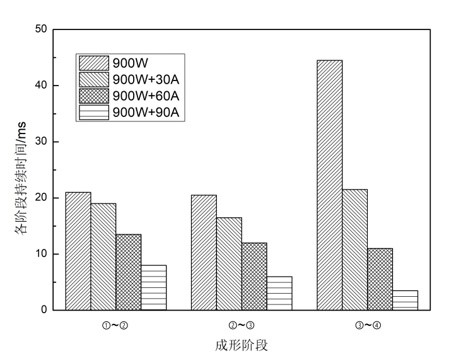
┘Ŗ┘ģ┘ā┘å ž▒žż┘Ŗž¬┘ć ┘ģ┘å ž¦┘äž┤┘ā┘ä 4.8 ž¦┘䞬┘Ŗ ┘ģ┘鞦ž▒┘åž® ž©┘ģžĄž»ž▒ žŁž▒ž¦ž▒┘Ŗ ┘ä┘Ŗž▓ž▒ ┘łž¦žŁž» ┘Ŗž│ž¬ž║ž▒┘é ž¦┘ä┘āž½┘Ŗž▒ ┘ģ┘å ž¦┘ä┘ł┘鞬 ┘ü┘Ŗ ž¦┘ä┘ģž▒ž¦žŁ┘ä Ōæó ~ ŌæŻžī ┘䞦 ž¬┘łž¼ž» ┘ģž┤┘ā┘äž® ┘ü┘Ŗ ž¬┘āž│┘Ŗž® žŁž▒ž¦ž▒ž® ┘ģž▒┘āž©ž® ž¦┘ä┘ģžĄž»ž▒. ┘ł ┘ģž╣ ž▓┘Ŗž¦ž»ž® TIG ž¦┘䞣ž¦┘ä┘Ŗžī ┘ł┘鞬 ž¦┘ä┘ģž▒žŁ┘äž® ŌæĀ ~ ŌæĪžī ž¦┘ä┘ģž▒žŁ┘äž® ŌæĪ ŌæĪ Ōæóžī ┘łž¦┘ä┘ģž▒žŁ┘äž® Ōæó ~ ŌæŻ ž│┘Ŗ┘ā┘ł┘å ž¬┘鞥┘Ŗž▒. ┘ćž░ž¦ ┘ć┘Ŗ TIG ARC ┘ć┘ł ž¬┘鞦ž▒ž© ┘łž¦┘åžĄ┘枦ž▒ ž¦┘ä┘āž▒┘Ŗž¦ž¬ ž¦┘äž│ž¦ž”┘äž®žī ┘ł┘Ŗ┘ł┘üž▒ ž¦┘垬ž┤ž¦ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ž¦┘ä┘é┘łž® ž¦┘äžźžČž¦┘ü┘Ŗž® . ┘ł ┘ćž░┘ć ┘é┘łž¦ž¬ žźžČž¦┘ü┘Ŗž® ž¬ž¬┘垦ž│ž© ┘ģž╣ TIG ž¦┘䞣ž¦┘ä┘Ŗž®žī ┘äž░┘ä┘ā TIG ž¦┘äž▓┘Ŗž¦ž»ž¦ž¬ ž¦┘䞣ž¦┘ä┘Ŗž®žī ┘łž¦┘äžČž║žĘ ž¦┘äž│ž¦┘ā┘å ž¦┘ä┘ā┘ćž▒┘ł┘ģž║┘垦žĘ┘Ŗž│┘Ŗžī ┘ł┘é┘łž® ž¬ž»┘ü┘é ž¦┘äž©┘䞦ž▓┘ģž¦žī ┘ł┘é┘łž® ž¬┘ćž© ž¦┘äž║ž¦ž▓ ž¦┘䞬ž»ž▒┘Ŗž╣ ž¦┘䞬┘Ŗ ž¬ž╣┘ģ┘ä ž╣┘ä┘ē ž¦┘ä┘ģž╣ž»┘å ž¦┘äž│ž¦ž”┘ä ž│┘Ŗž▓┘Ŗž»žī ┘łž¬ž│ž▒┘Ŗž╣ ž¦┘ä┘ģž▒ž¦žŁ┘ä ž¦┘ä┘ģž«ž¬┘ä┘üž® ┘ģ┘å ž╣┘ģ┘ä┘Ŗž® ž¦┘䞬ž┤┘ā┘Ŗ┘ä . ž¦┘ä ž¦┘䞦┘垬┘枦žĪ.
┘ģž¬┘ē ┘Ŗ┘ģ┘Ŗ┘ä ž¦┘垬ž┤ž¦ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä žź┘ä┘ē žŻ┘å ┘Ŗ┘ā┘ł┘å ┘ģž│ž¬┘éž▒ž¦ ┘łž¬ž©┘é┘ē ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä ž»┘ł┘å ž¬ž║┘Ŗ┘Ŗž▒ žŻž│ž¦ž│ž¦žī ┘ł FTA32 ┘Ŗž│ž¬ž«ž»┘ģ ž¦┘äž©ž▒┘垦┘ģž¼ ┘ä┘é┘Ŗž¦ž│ ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä ┘ü┘Ŗ ┘ćž░ž¦ ž¦┘ä┘ł┘鞬. žŻž»ž¦žĪ 5 ž¦ž«ž¬ž©ž¦ž▒ž¦ž¬ ┘ä┘ā┘ä ┘ģž╣┘ä┘ģž® ┘łž¬ž│ž¼┘Ŗ┘ä ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä ž©ž┤┘ā┘ä ┘ģ┘å┘üžĄ┘ä ┘ä┘䞣žĄ┘ł┘ä ž╣┘ä┘ē ž¬žŻž½┘Ŗž▒ TIG ž¦┘䞣ž¦┘ä┘Ŗž® ž╣┘ä┘ē ž▓ž¦┘ł┘Ŗž® ž¦┘䞦ž¬žĄž¦┘ä ┘ü┘Ŗ ž¦┘ä┘āž│┘łž® ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģž▒┘āž©žī ┘ā┘ģž¦ ┘ć┘ł ┘ģž©┘Ŗ┘å ┘ü┘Ŗ ž¦┘äž┤┘ā┘ä 4.9.
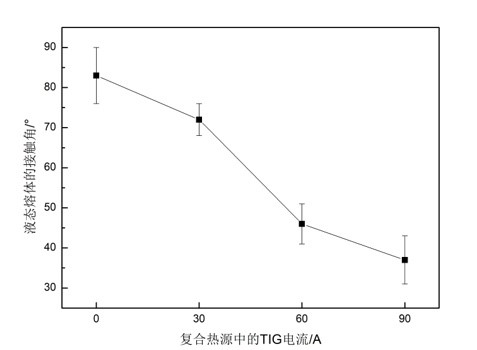
┘Ŗ┘ģ┘ā┘å žŻ┘å ┘Ŗ┘åžĖž▒ žź┘ä┘Ŗ┘ć ┘ģ┘å ž¦┘䞬žŁ┘ä┘Ŗ┘ä žŻž╣┘䞦┘ć žŻ┘å ┘ģ┘éž»┘ģž® TIG ┘Ŗ┘ł┘üž▒ ARC ┘é┘łž® ž»ž¦┘üž╣ž® žźžČž¦┘ü┘Ŗž® ┘䞬┘鞦ž▒ž© ┘łž¦┘垬ž┤ž¦ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ž╣┘ģ┘ä┘Ŗž® ž¦┘䞬ž┤┘ā┘Ŗ┘äžī ┘ł┘Ŗž▓┘Ŗž» ┘ģ┘å ž»ž▒ž¼ž® žŁž▒ž¦ž▒ž® ž¦┘äž│ž¦ž”┘ä ┘ł┘Ŗ┘é┘ä┘ä ┘ģ┘å ž¬┘łž¬ž▒┘枦 ž¦┘äž│žĘžŁ┘Ŗžī ┘łž¦┘䞬┘Ŗ ž¬ž│ž▒ž╣ ž©ž┤┘ā┘ä ┘āž©┘Ŗž▒ ž¦┘äž╣┘ģ┘ä┘Ŗž® ž¦┘äž»┘Ŗ┘垦┘ģ┘Ŗ┘ā┘Ŗž® . ž¬žŁž¬ ┘é┘Ŗ┘łž» ž│ž▒ž╣ž® ž¦┘ä┘ģž│žŁžī ┘Ŗ┘ģ┘ā┘å ž¬┘垬ž┤ž▒ ž¦┘äž░┘łž©ž¦┘å ž¦┘äž│ž¦ž”┘ä ┘ü┘Ŗ ž¦┘ä┘ł┘鞬 ž¦┘ä┘ģ┘垦ž│ž© ┘䞬ž┤┘ā┘Ŗ┘ä žĘž©┘éž® ž¦┘ä┘āž│┘łž® ┘ģž╣ ž¦┘垬ž┤ž¦ž▒ ž¼┘Ŗž» ┘łž¼┘ćž® ž¦ž¬žĄž¦┘ä žĄž║┘Ŗž▒ž® ┘ł žź┘å┘ć ┘Ŗž¬ž¼┘åž© ┘ģž┤ž¦┘ā┘ä ┘ģž½┘ä ┘ģž╣ž»┘ä ž¦┘䞬ž«┘ü┘Ŗ┘ü ž¦┘äž╣ž¦┘ä┘Ŗžī ┘łž¦┘äžČž║žĘ ž¦┘ä┘ģž¬ž©┘é┘Ŗ ž¦┘äž╣ž¦┘ä┘Ŗžī ┘łž¦┘䞬┘āž¦ž▒ž® ž¦┘äž│┘ć┘äž® ž¦┘ä┘垦ž¼┘ģž® ž╣┘å ž¦┘䞣ž▒ž¦ž▒ž® ž¦┘ä┘ģ┘üž▒žĘž® ž¦┘ä┘ģž»ž«┘䞦ž¬. ž¦┘ä┘ä┘Ŗž▓ž▒ ┘ł TIG ┘ģžĄž»ž▒ ž¦┘䞣ž▒ž¦ž▒ž® ARC ž¦┘ä┘ģž▒┘āž© ┘ć┘ł ┘ģžĄž»ž▒ žŁž▒ž¦ž▒ž® ž¦┘ä┘āž│┘łž® ┘ģž╣ ┘ģž▓ž¦┘Ŗž¦ ┘łž¦žČžŁž® ┘䞦 ┘ŖžŁ┘ä ┘ü┘éžĘ ┘ģž┤ž¦┘ā┘ä ž¦┘䞬ž┤┘ā┘Ŗ┘ä ┘łž¦┘䞯ž»ž¦žĪžī ┘łž¬žŁž│┘å ┘ā┘üž¦žĪž® ž¦┘ä┘āž│┘łž®žī ┘ł┘ä┘ā┘å žŻ┘ŖžČž¦ ┘Ŗ┘é┘ä┘ä ┘ģ┘å ž¦┘䞦ž╣ž¬┘ģž¦ž» ž╣┘ä┘ē žŻž┤ž╣ž® ž¦┘ä┘ä┘Ŗž▓ž▒ ž╣ž¦┘ä┘Ŗž® ž¦┘äžĘž¦┘éž® ┘ł┘Ŗ┘é┘ä┘ä ┘ģ┘å ž¦┘ä┘ģž╣ž»ž¦ž¬ ž¦┘䞬┘āž¦┘ä┘Ŗ┘ü.
ž¦┘å┘éž▒ ┘ć┘垦 ┘䞬ž▒┘ā ž▒ž│ž¦┘äž®





